制桶工艺学
第一章 绪论
第一节 制桶设备与工艺的概况
1.1.2 制桶工艺概况
一、制桶工艺流程
图1- 4所示是目前广泛采用的制桶工艺流程图。流程图既包括了块板生产工艺流程与卷板生产工艺流程,也包括了采用半自动缝焊机的工艺流程与采用自动缝焊机的工艺流程。而且还包括了磷化处理与内喷涂的工艺流程。
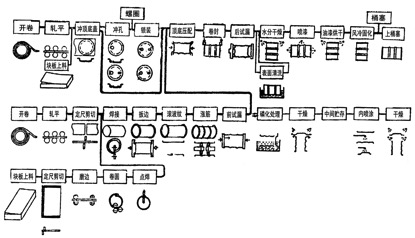
图1-4 制桶工艺流程图
采用卷板生产钢桶需采用开卷——轧平——定尺剪切的工艺流程,采用块板生产钢桶只需块板上料——定尺剪切即可。采用半自动缝焊机,需要在磨边后增加卷圆和点焊两个,环节;而采用自动缝焊机后,即可省去点焊,而且卷圆也包括在自动缝焊之内了。此外,采用自动缝焊机焊接时,若选用高质冷轧钢板为原材料,又可省去磨边这个环节,进一步简化了制桶工艺。磷化处理与内喷涂,目前在国内还来被普遍采用,但它们确实是提高钢桶表面质量,增强钢桶抗腐蚀能力的好方法,我们将其安排在工艺流程中,供大家参考。
螺圈生产的工艺流程见图1-5。桶塞生产的工艺流程见图1-6。这两个工艺流程对于TM60×2与TM27×2不同规格的封闭器是有区别的。如图所示,对于MT27×2封闭器,在生产螺圈和桶塞时需分别加上二次拉伸与精整两个环节。
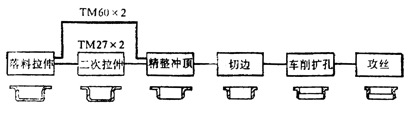
图l-5 桶圈生产工艺流程图
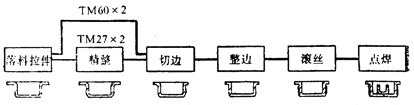
图1-6 桶塞生产工艺流程图
二、制桶加工工艺概述
制桶生产中所采用工艺手段涉及面很广,基本上可分为三大类,即机械加工工艺、焊接工艺和涂装工艺。
1、 机械加工工艺
制桶采用的机械加工工艺又可分为两类,一是金属切削加工工艺,二是无切削加工工艺。
金属切削加工工艺,如板材磨边的磨削、螺圈成形的扩孔车削和螺纹攻丝。这类加工工艺与普通的切削加工相比,本质上是完全相同的。只是为了提高加工速度,制桶生产中都有自己的专用设备,如磨边机、专用车床和攻丝机。从而使它们跟上制桶的节拍和达到制桶加工的工艺要求。
无切削加工工艺在制桶生产中应用更广泛,如板材的裁剪、顶底盖与封闭器的冲压、桶身整形与卷边的回转旋压成形以及桶塞螺纹的滚轧成形与卷圆的滚压戍形均属于无切削加工。其中冲压工艺应用最多,几乎应用了包括冲裁、拉伸、弯曲、成形在内的全部冲压工艺。回转旋压成形工艺是制桶特有的加工工艺,只适用于如钢桶的壳形制件。加工时,钢桶夹持在胎具上并随胎具转动,用滚轮作为加工工具使其一部分弯曲——扳边、挤压展宽——涨筋,成起伏状一波纹、边缘倒圆使制件结合——卷边。其中,涨筋加工,目前常采用的是冷挤压工艺,近几年来扳边也多采用冷挤压加工,即加工时钢桶并不旋转。
2、焊接工艺
制桶采用的焊接工艺也可分为两类:一是桶身直缝的缝焊工艺;二是桶身预装配与桶塞扳口安装的点焊工艺。这两种焊接均采用电阻焊焊接。
缝焊是采用电极轮作为电极,焊接可连续加工。桶身预装配是采用单纯的点焊,电极是普通的电极头,两次点焊分两次加工。而桶塞扳口装配是先在扳口上冲压若干凸点,再采用专用成形的电极头作为电极,即相当于若干次点焊一次。加工成形。因此严格说来,此种焊接应属于凸焊工艺。
3、涂装工艺
涂装工艺是保证钢桶表面质量,增强钢桶抗腐蚀能力的一种重要工艺手段。目前,国内采用最广泛的涂装工艺是油拥涂装工艺。由喷涂方式不同,可分为空气雾化睛涂和高压无空气喷涂两类。
随着制桶生产的发展,新的涂装工艺将逐步加以应用,如粉末喷涂工艺、电泳涂装工艺以及金属喷涂,磷化处理等新工艺。制桶钢板采用镀锌钢板和铁塑板或印铁钢板后,制桶工艺将大大简化,涂装工艺将不再是制桶工艺中必需的重要环节。当然,这些新工艺,新材料虽然在防腐蚀效果上比油漆涂装更胜一筹,但成本也高得多,工艺、技术也复杂得多,因而现在大量采用的还是油漆涂装工艺。

