制桶工艺学
第一章 绪论
在石油产品的储存调运过程中,钢桶是一种很重要的包装容器。尤其是在偏僻的乡村,交通不便的山区,或是出海的渔船、长途的运输车上,或是小品种特种油品的储运中,钢桶更是不可缺少的包装容器。钢桶还可作为众多化工产品、食品等其它工业产品的包装容器。一般来说,凡是呈液体、膏状、粉状、块状的工业产品,均可采用钢桶进行包装储运。钢桶的密封性能良好,容量可在20~200升系列中任意选择,灌装方便,储存安全、运输灵巧。因此,钢桶在生产中,尤其在石油、化工产品的储运中起了很重要的作用。
钢桶生产在,我国发展很快,尤其是改革开放以来,制桶技术有了大踏步的飞跃。我们引进了国外的先进设备和制桶新技术,结合本国国情,消化应用,已取得了可观的成就;我们采用了卷板新材料,改善了制桶工艺,既节省了原材料,又提高了钢桶质量;我们研制了新的封缝材料,应用了新的涂装技术,不断地为提高钢桶质量而努力。当然,我们也清醒地认识到,我国目前的制桶技术与国外相比还有一段距离。无论是焊接密封技术,还是表面涂装处理都还存在不小的差距。因此,我们还必须奋起急迫,迎头赶上, 争取早日赶上甚至超过国际水平,翻开我国制桶史上崭新的一页。
我们要提高制桶的技术水平,要提高钢桶的产品质量,除了改造设备,改进工艺外,对制桶工人进行系统的技术培训,提高制桶工人队伍的素质也是当务之急。随着大量国外先进技术的引进,随着制桶新设备、新工艺的采用,我们大批制桶工人陈旧的操作技术已不再适应,所掌握的有关制桶技术理论也远远不够用。因此,必须对制桶工进行培训。
通过本课程的学习,使学员掌握制桶常用设备的性能、结构,传动系统及其调整方法;掌握制桶的全部工艺流程;熟悉钢桶的国家标准及各项质量指标;能进行一般的质量分析和故障分析,具有分析和解决中等复杂工艺问题的能力。本书所讨论的是以200升闭口钢桶生产工艺为主,其它钢桶的生产工艺与其相比,大同小异,本书不再赘述。
第一节 制桶设备与工艺的概况
1.1.1 制桶设备概况
我国的制桶生产基础很差。解放初,旧中国给我们留下的只是仅有几台陈旧单机的烂摊子。解放后,广大技术人员和制桶工人共同努力,逐步改造陈旧落后的旧设备,并大搞技术改革,将单机逐步连接起来,形成半自动化的制桶流水线。以后,尤其是改革开放以来,我们引进了国外制桶新设备,消化吸收国外制桶新技术,不断提高制桶设备的自动化程度,使制桶生产又上了一个台阶。制桶生产采用了卷板后,制桶设备又增添了新伙伴——开卷机和轧平机。目前,我国的制桶设备早已今非昔比了,一条条崭新的自动化制桶生产流水线在祖国各地生根开花结果,为祖国社会主义建设生产出大批高质量的钢桶,以满足各条战线生产发展的需要。
一、制桶设备的改造情况
制桶设备的改造一般经历三个过程:一是单机连线的改造;二是提高设备自动化程度的改造;三是采用卷板生产后的设备改造。
1、单机连线的改造
单机生产是制桶的一种非常落后的生产方式。每一道工序、每一个岗位都互相独立,毫无联系。生产的半成品均靠人力搬送,劳动强度极大,劳动生产率极低。而且由于每个加工环节之间均靠人力搬送,因此需多次定位,也严重影响产品质量;解放初期,我国绝大多数的制桶企业都一直采用这种旧社会遗留下来的陈旧、落后的制桶生产方式。
这种落后的生产方式必须改变!广大制桶工人和技术人员,群策群力,努力作战。先是将每道工序的几台单机连接起来,然后再将几道工序也连接成线,最后基本完成了整条制桶流水线。这种半自动化的制桶生产流水线的改造成功可以说是我国制桶史上的一次革命,它不但成倍成倍地提高了·劳动生产率,大大地减轻了工人的劳动强度。而且使钢桶质量也有了大踏步的提高。
2、提高设备自动化程度的改造
设备改造是无止境的。制桶工人并不满足已取得的成绩,他们进一步改造设备的连接装置和联动机构,以提高设备的自动化程度。并采用各种自动控制方式,使自动控制更靠、更灵活。制桶生产中采用最多的自动控制方式是继电器控制。由若干个继电器配合组成控制所需的逻辑电路,直接用强电(220V或380V)来完成自动控制。但由于继电器控制电路体积大,线路复杂,可靠性较差,而且高节拍的自动控制也无法完成。因此,后来采用可编程序控制器来替代,目前一些较先进的制桶设备一般都采用可编程序控制器。可编程序控制器将逻辑电路用简单的十六条指令进行编辑,逐条输入控制器的储存部分,通过中央处理器的处理,直接输出信号带动所需控制的电气元件,完成自动控制。它的控制节拍高,控制方式容易改变,只需修改程序即可达到目的。微处理机将是更先进的自动控制司令部,比如它能既灵敏又十分准确地控制烘房所需的温度,目前人们已在向更高的目标进军。
随着改革开放的春风吹遍祖国大地,制桶设备改造也沐浴在大好春光之中。引进国外先进设备,消化吸收国外先进技术,已成为提高制桶设备自动化程度的又一条行之有效的途径。
3、采用卷板生产后的设备改造
制桶钢板采用卷板替代块板有很多好处,比如可以减少边角料以节省原材料,可以连续加工以减少加工环节,从而提高产品质量。而且卷板与块板相比,价格也较便宜,运输也较方便。因此,目前以卷板替代块板已成为制桶生产的必然趋势。
当然,卷板用于制桶生产也带来了一系列问题,比如卷板必须开卷轧平后才能使用,连续生产又对裁剪定位提出了新课题。于是,无论是桶顶底盖生产,还是桶身生产,都必须重新改造原有的设备。
在广大技术人员与制桶工人的共同努力下,首先研制成功了桶顶底盖卷板、块板两用的自动冲压流水线,然后又研制成功了桶身卷板的自动裁剪流水线。其中,适合制桶生产豹开卷机和轧平机首次加入了制桶设备的队伍。随着生产实际的需要,开卷机和轧平机又不断地得到改进和完善。此外,卷板的连续生产又促使人们对送料机构和定位装置进行全面的改造,使送料定量到位,定位准确无误,大大提高了产品质量。
随着制桶生产的高速发展,制桶设备还需不断地更新改造。比如圆卷边的采用就必须配备预卷设备,自动缝焊机的采用就必须配备输送节拍更快的送料设备,新的涂装技术的采用也必须配备适用的输送喷涂设备……。总之,设备改造是无止境的,为了钢桶生产优质高产,我们还须不断努力,不断进取,不断地以崭新的先进设备替代陈旧的落后设备,向着更高的目标进军。
二、制桶主要设备的概况
制桶设备包括剪磨设备、焊接设备、桶身整形设备、卷边设备、涂装设备、冲压设备、封闭器成形设备和检验设备。在众多的制桶设备中,焊接设备和卷边设备是最主要的,而焊接设备中的缝焊机和卷边设备中的卷边机又是最关键的制桶设备。
1、 缝焊机
缝焊机是用来焊接桶身直缝的,桶身直缝是否渗漏、质量好坏均由缝焊机决定。由此便可知缝焊机在制桶生产中的重要地位。缝焊机采用电阻焊接,是利用焊接处的电阻产生热量,使焊件局部熔化或达到塑性状态,在压力作用下形成牢固接头的连续焊接方法。
目前制桶生产采用的缝焊机一般可分为两类:一是手工送料的半自动缝焊机,二是全自动缝焊机。

图1-1 半自动缝焊机
半自动缝焊机如图1-1所示。桶身板材必须先在卷圆机上卷圆形成桶身,接着在点焊机上进行搭接定位预装配点焊,然后在半自动缝焊机上完成缝焊。桶身的送进,电极轮的压下均由人工控制。
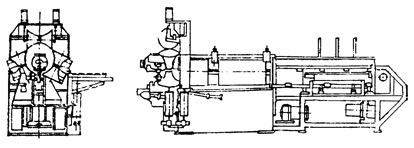
图1-2 全自动缝焊机
全自动缝焊机如图1-2所示。桶身板材进入自动缝焊机,先卷圆成桶身,由推进机构在导向定位机构的制约下送入缝焊电极轮,然后由电极轮完成缝焊。整个焊接过程自动完成,不需人工操作。
2、卷边机
卷边机是用来封卷钢桶底盖的,它将桶顶底盖与桶身卷合在一起。桶顶底盖圆周上是否渗漏,连接是否牢靠均与其直接相关。由此可知卷边机在制桶生产中的重要地位。卷边机采用回转旋压成形,桶身夹持在胎具钢圈上转动,卷边漆轮由上向下滚轧,完成卷边。由卷边滚轮的滚轧曲线决定,可形成双重平卷机、双重圆卷边和三重圆卷边。
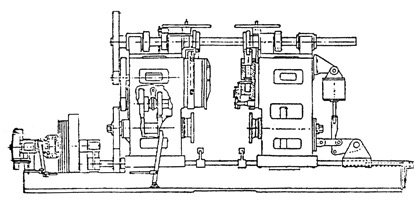
图1-3 卷边机
卷边机如图1-3所示。其活动牌坊的移动和滚轮的上下运动可采用机械凸轮机构和摇杆机构,气动传动和液压传动采实现。卷边机一般还有与其加工节拍协调的输送机构,卷合处封缝胶的喷胶机构以及在自动控制装置操纵下完成钢桶豹卷边。
制桶设备涉及面较广,每台设备都与钢桶质量密切柜关。如影响钢桶表面质量的涂装设备、应用最多的冲压设备,决定桶身质量的剪磨设备和桶身整形设备以及影响封闭器厨量的封闭器成形设备。我们将在后续章节中详细讨论,缝焊机和卷边机也将在有关章节中详细展开,进行重点讨论。

