|
制桶工(中级技能培训教程)
第四章 常用制桶设备的安装
第二节 设备安装
4.2.2 设备就位
制桶是流水线生产,制桶设备是多工序、多工位协同动作的,有些还是多机联动的。因而设备就位必须有安装基准线,然后根据这些基准线将设备落到正确的位置上。
一、安装基准线
为了使基准线设置正确以及使每次安装的方便,一般在联动的或联系密切的制桶设备安装基础上设置钢制的固定的中心标板和标高基准点,作为安装的共同依据。
1、中心标板
中心标板是在浇灌基础时,在联动机组两端的基础表面中心线上埋设两块标板,作为设备基础放线时挂设中心线的标定点。用来制作中心标板的材料有工字钢、槽钢、角钢等,尺寸约150~200毫米长,约30~60毫米宽,用冲子打出一个很小的冲眼作为中心标点。中心标板可露出基础表面约4.~6 毫米,为了便于识别可在冲眼上用红色油漆划圈标记。
2、基准点
基准点就是在设备的基础表面靠近边缘处埋设坚固的金属件,通常用长约50~60毫米的铆钉,在铆钉端部焊一块50×50毫米的铁板。当基础养护期满后, 根据厂房的标准零点测出它的标高,并作标记作为设备安装时测量设备标高的依据。
二、设备就位
基础经验收合格,基准点和中心标板也已齐全后,设备就可以放线就位了。设备就位就是把设备起吊到设备的基础上。就位的方法很多,可以用铲车就位,或是用自行式吊车就位。就位时要特别注意人身和设备的安全。
4.2.3 设备的找正和初平
设备找正和初平,首先必须找出设备上的中心线和基准点,即找出设备上的定位基准,并进行划线。设备的定位基准一般在设备的技术文件中有明文规定。若无规定时,可根据设备的工作表面或精确的加工孔,用几何作图的方法找出设备的中心线或中心点。然后即可进行设备的找正和初平了。
一、找正
找正主要是两个: 一是找正设备中心;二是找正设备标高。
1、设备中心的找正
设备在基础上就位后,就可以根据中心标板上的基准点挂设中心线,用中心线来确定和检查设备的纵、横水平方向的位置,从而确定设备的正确位置。找正一般用线坠进行,即使设备的中心线或中心点与基础中心线重合即可。如果位置不一致则需要拨正设备,拨正设备的方法有用撬杠拨正、利用打入楔块拨正、利用千斤顶拨正、也可以利用滑轮或花兰螺丝拨正等,如图4-15所示。
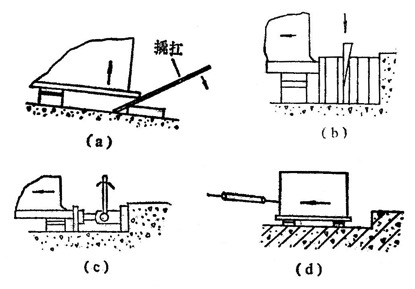
图4-15 拨正设备的方法
(a)撬杠拨正;(b)打入楔块拨正;(c)利用千斤顶拨正;(d)利用滑轮拨正
2、设备标高的找正
找标高时,对于连续生产的联动机组要尽量减少基准点。设备的标高面多选择在主要加工面上。找标高的方法如图4-16所示利用样板找标高和利用轴的位置度量标高。在调整标高时,要兼顾水平度的调节,二者必须同时调整。估计设备拧紧地脚螺栓后高度会下降,因此一般会使设备高度超出设计标高l毫米左右。
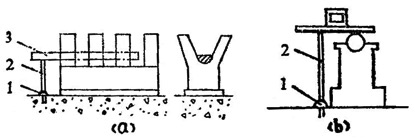
图4-16 找标高的方法
(a)利用样板找标高;(b)在轴上度量标高
1-基准点;2-千分棍;3-样板
二、初平
初平就是设备的水平度找正。水平找正一般是用方水平仪在加工面上找正的,其方法如图4-17所示。
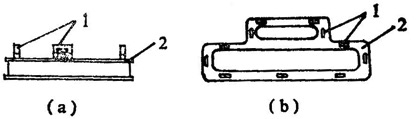
图4-17 用水平仪在加工面上初平
1-框架式水平仪;2-底座加工平面
调整设备标高和水平度的方法。一般多用垫铁加以调节。找正方法通常用三点找正,如图4-18所示。三点找正法,是在设备底座下选择适当的位置,用三组调整垫铁来调整设备的标高和水平度。因为与设备接触的点只有三点就很容易调整。调整垫铁调整的标高要高于设计标高1.2毫米。全面找正后,将永久垫铁放入预先安排的位置上,其松紧程度以用手锤轻轻敲入为准,要求全部永久垫铁都具有同一松紧程度。然后将调整垫铁松开,将机座落在永久垫铁上,拧紧地脚螺栓。在拧紧地脚螺栓同时要检查设备的标高和水平度,检查合格后把调整垫铁拆除。
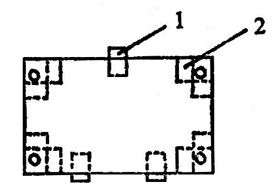
图4-18 三点调整法
1-调整垫铁;2-永久垫铁
|

