|
制桶工(中级技能培训教程)
第四章 常用制桶设备的安装
第二节 设备安装
4.2.4 设备的精平和二次灌浆
设备的精平是在初平的基础上,对设备的水平度、垂直度、同轴度、平行皮、平面度等诸方面作一次全面的检测和调整,使设备安装达到完全符合规范的要求。精平是设备安装一道十分重要的工序,精平的好坏,直接会影响设备的安装质量。
一、设备精平的方法
1、设备的水平度和铅垂度检测
与初平方法基本相同,当设备要求较高时,可采用光学自动准直仪和经纬仪来侧量水平度和铅垂直度,其检测方法有以下几种。
①用角尺检测。当需检测的两面距离较近时,如图4-19所示。在工作面按图示方向放置角尺,百分表固定在被测表面上,移动被测表面;或者反过来,将角尺放在被测表面上,百分表固定在工作面上并移动。用这种方法即可测出这两个平面的垂直度误差。
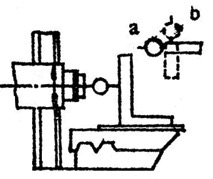
图4-19 用角尺测垂直度
②用水平仪检测。在设备上检测某些部件对床身是否垂直时,一般采用这种方法,如图4-20所示。将水平仪分别靠贴两个表面a、b进行检测。两次的读数之差即是这两个表面的垂直度误差。
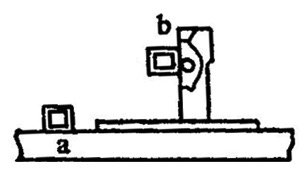
图4-20 用水平仪检测垂直度
③用百分表检测。例如攻丝机的攻丝主轴对底座工作面的垂直度。可以在底座工作面上按纵横放置平尺,百分表固定在主轴上,使其测针顶在平尺上,如图4-21所示。然后,旋转主轴180°,分别在平尺两端a1、a2、b1、b2位置上进行检测。四点测得的数据之最大差值可作为垂度误差。这种检测方法对进一步调整提供了方向。
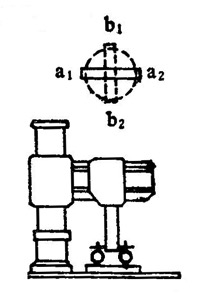
图4-21 用百分表检测垂直度
④拉对角线检测。例如纵向裁剪的裁剪刀口与定位楔块连线的垂直度检测就可用这种方法。过两定位楔块的定位面拉一直线到两边刀口,得D、B两点, 然后在刀口上量取相等长度AD与CB,此时只要测量四边形ABCD的对角线AB与CD的偏差,即可知道DB与AD或CB的垂直度误差了。如4-22所示。
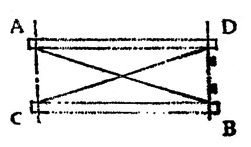
图4-22 拉对角线检测垂直度
3. 设备的平行度检测
设备平行度检测一般是检测设备主轴中心线对工作台面的平行度或是设备平行轴间的平行度允误偏差。其检测方法也有多种。
①用内径千分尺检测平行轴间的误差,如图4-23所示。
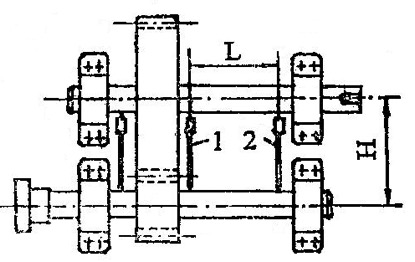
图4-23 用内径千分尺检测平行度
②用拉垂直钢丝检测平行轴上组装件对钢丝间距离的误差,如图4-24所示。其方法是使钢丝与轴Ⅰ垂直,即使a1=a2。然后检查钢丝与轴Ⅱ的指针在180°两处位置的距离b1与b2之间的偏差。
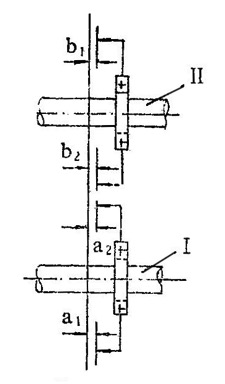
图4-24 拉钢丝检测平行度
③用百分表检测。将百分表座放在工作台面上,使其测针在被测轴的母线上,移动百分表进行检测即可测得平行度误差。如图4-25所示。
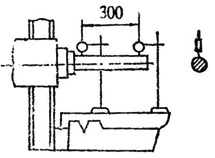
图4-25 用百分表检测平行度
二、二次灌浆
每台设备安装在完成精平的各项检测之后,使设备的标高、中心、水平度以及精平后的各项检测完全符合技术要求,并将实测的结果记录在设备安装质量检查表中,经有关部门审查后,方可进行二次灌浆。灌浆时必须注意以下几个问题。
①灌浆一般宜采用细碎石混凝土或水泥浆,其标号应比基础或地坪的混凝土标号高一级。灌浆应捣固密实,但不得撞击地脚螺栓,影响设备安装精度。
②采用的砂子、石子不得有杂物,砂石要筛选和清洗,水质要清洁,混凝土配比及人工拌和应严格遵守技术规范的规定。
③要清除地基表面上的全部杂吻,用风铲对基础表面铲出麻面,地脚螺栓处用压缩空气清理干净。
④灌浆前应安设好外模板,外模板至设备底座外边缘的距离不小于60毫米;灌浆层厚度不小于25毫米,最低要把铁件埋没,最高不得将地脚螺母盖住。灌浆48小时后,应重新复核设备的标高、中心和水平度。
⑤灌浆时,现场气温应在5°C以上,浇灌时间不得超过1~1.5小时,否则会出现温凝土分裂现象,影响二次灌浆质量。
|

