|
制桶工(中级技能培训教程)
第二章 制桶常用的胎具、模具和刃具
第四节 冲压模具
2.4.2 冲压模具的安装和调整
在冲床上安装模具并正确调整是一项很重要的工作。冲模安装或调整得不符合要求,轻则造成冲压件报废;重则将出设备安全事故。因比,安装和调整冲模不但要求熟悉冲床和冲模的结构性能,更应该严格执行安全操作规程。
冲压模具一般分为上模部分和下模部分。上模部分安装在冲床滑块上,随滑块上下运动,下模部分则固定安装在冲床工作台上。
一、冲压摸具的安装
1、冲模安装前的准备工作和注意事项
①重点检查凸模和凹模的形状及其主要断面尺寸是否符合图纸要求。
②冲模的表面加工质量及其结构的工艺参数是否符合规定的要求。
③检查冲床的打料装置,安装前应将其调整到最高位置,以免在调整冲床闭合高度时将其折弯。
④检查冲床的封闭高度和冲模的闭合高度,要求冲床的封闭高度应略大于冲模的闭合高度。
⑤检查下模顶杆和打料棒是否符合冲床打料机构的要求。大型冲床则检查气垫装置是否符合要求。
⑥检查上、下模板和滑块底面是否清洁,有无遗物。如有油污应揩擦干净;如有遗物应及时拿掉。以防影响正确安装和发生事故。
2、冲模安装的一般程序
冲压模具经检查无误,冲床也做好了一切准备工作后就可以着手安装。安装的程序是先安装上模,再安装下模。
①上模的安装。在上模下面垫一木块,如图2-26所示。用手转动飞轮,若有微动功能的冲床可按微动按钮,使滑块下降。同时移动上模水平位置,使模柄进入模柄孔。继续使滑块下移,直至滑块底平面紧贴上模座上平面。然后拧紧镶块上的紧固螺钉,如图2-27所示。大型冲床安装上模直接用螺钉紧固在滑块的“T”形槽内。
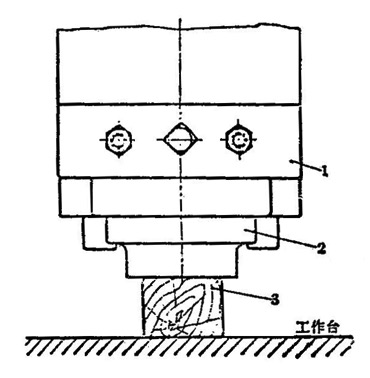
图2-26 上模的安装
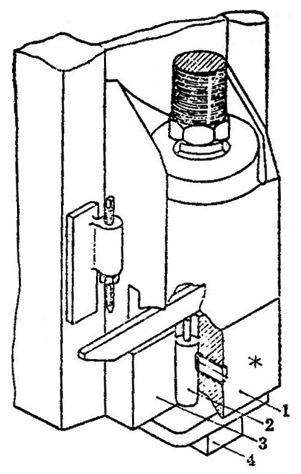
图2-27 上模的紧固
1-镶块;2-模柄;3-滑块;4-上模
②下模的安装。上模安装完毕后,将下模放入工作台上的下模板上,然后再用手扳动飞轮或按微动按钮使滑块逐渐下降。同时对准上、下模的水平方向位置,此时导柱应进入导套。初步调整冲床的封闭高度后,用压板紧固下模。
③试运转。安装好上、下模后,先还得用手扳动飞轮,使滑块走完半个行程回到上顶点。经检查安装无误后,在导柱、导轨、轴承等处加上润滑油,然后进行无负荷试运转,即开空车试冲几次,并边一步检查冲模安装是否妥当。在试运转时进一步调整封闭高度,直至符合要求。然后紧固锻紧螺母。同时调整打料机构,使其正常工作。
二、冲压模具的调整
冲模调整,就是在试运转过程中,解决冲模本身各相对运动部分之间,冲压件结构与冲模结构之间,冲模结构与冲床工艺参数之间,冲模结构的工艺参数与现实生产条件之间,冲床与生产条件之间,操作工人与冲模之间的各种矛盾。只有解决了这些矛盾,才能保证产品的质量和一定的生产效率。
根据冲模调整的内容和性质,调整工作一般可分为四类:新制冲模的调整;磨损后或修复后冲模的调整;日常生产调整;使用代用材料或更换冲床后冲模的调整。
调整冲模的一般程序是试冲,缺陷分析,消除缺陷和检查验收四个阶段。有关缺陷分析和改善措施我们在第一章第六节己详细讨论过,这儿不再赘述。本节将着重介绍试冲和检查验收的方法。
1、试冲
冲模的调整是一项十分细致的工作,危险性又较大,所以在整个调整过程中,必须严格遵守冲模调整的安全操作规程。
试冲前必须从寸动规范逐渐下移冲床滑块,并检查以下各方面是否符合要求。
①冲模安装是否正确,是否紧固牢靠。
②冲模的装模高度是否略大于冲模的实际闭合高度,即冲床的封闭高度是否大于冲模的闭合高度.
③冲模各相对滑动部件间的相对关系是否准确,其间隙是否周向一致。
④冲模内和冲床上有无扳手等杂物。
⑤冲床的技术状态是否良好。如离合器的离、合,电气、气动控制的灵敏,尤其是冲床的制动是否可靠。
不论是调整冲裁类冲模还是变形类冲模,试冲时最好先用薄于设计规定的毛坯逐渐寸动试冲;成形类冲模最好先用铅板检查冲模的间隙状况。在证实模具基本没大问题后,才可用设计规定的材料试冲。这样,一方面可以避免因间隙过小而挤坏冲模,另一方面也容易检查出凸模和凹模的间隙是否符合要求。
试冲必须使用工艺规定的毛坯,其材料和尺寸均要符合要求。试冲毛坯要按工艺要求正确放置在冲模上。试冲必须从寸动逐渐下降滑块,以便观察冲压件的成形状况,有利于缺陷分析。另外,试冲时要按工艺规定的润滑要求进行润滑。
2、检查验收
调整合格、生产稳定后,凡没有装定位销的零部件装好定位销固定其位置。然后清理冲模,上润滑油,交有关人员作最后检查。
对于制桶厂自己制造的冲模而言,冲模调整后的验收,主要有以下内容。
①冲模试冲调整是否合格,要以合格的冲压制件为检查验收的依据。
②冲压制件的自由公差按产品设计部门的规定检查。
③凡属检验决定性尺寸的,试冲检验后要经检查人员测量,并记录在案,有据可查。
2.4.3 冲压模具的材料和热处理
一、选用模具材料的基本要求
在冲压过程中,由于冲模是在冲击负荷下进行工作的,而且被冲压材料的变形抗力一般比较大,尤其是刃口受到强烈的挤压和摩擦。因此,所选用的材料,必须满足如下基本要求。首先必须有较高的强度,其次要有较好的韧性和抗疲劳性能,最后还必须有较高的硬度和耐磨性能。另外,还必须有良好的加工工艺性能。
二、制桶冲压模具常用的材料和热处理工艺
鉴于上述要求,制桶冲压模具常选用的材料是合金工具钢Cr12MoV或Cr12。常用的热处理工艺是淬火处理,热处理后硬度一般在HRC58-62范围内。
|

