|
制桶工(中级技能培训教程)
第二章 制桶常用的胎具、模具和刃具
第四节 冲压模具
在制桶生产中,广泛采用冲压工艺,而冲压模具是影响冲压件质量最关键的因素。从冲压工艺的四种基本型式分类,冲压模具有冲裁模、弯曲模、拉伸模和成形模。制桶冲压中i除了少数几个是单一功能的冲模外,大多都采用复合冲模的形式,如桶口件生产中的落料拉伸模、钢桶顶底盖的落料拉伸翻边复合模等等。我们择要进行讨论。
2.4.1 冲压摸具的结构
一、桶口件切边摸
桶口件切边模的结构如图2-21所示。当桶口件套在定位柱4上, 上模下压, 利用顶杆1、推板3自重对被切边的桶口件施加一个微小压力。上模继续下压,切边凹模2和凸模5将多余边料切去。废料切刀6是将环形脚料切断并落在底座上。
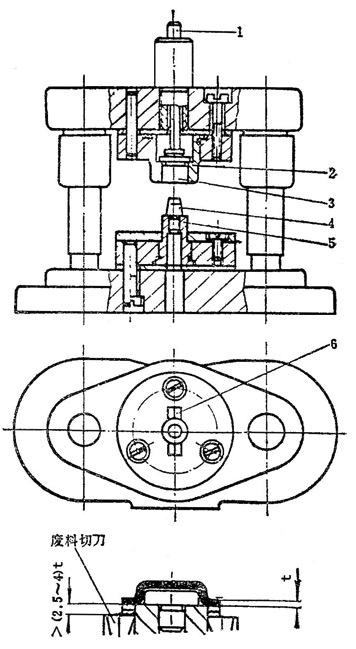
图2-21 桶口件切边模
1-顶杆;2-凹模;3-推板;4-定位柱;5-凸模;6-废料切刀
二、桶口件落料拉伸模
桶口件落料拉伸模的结构如图2-22所示。该模具设计成先落料后拉伸,因此拉伸凸模低于落料凹模。冲压时,上模下压,凹模8和凸凹模4切断板材,落下一个圆形毛坯。继续下压,拉伸凸模9便进入凸凹模4,此时毛坯便拉伸成形。
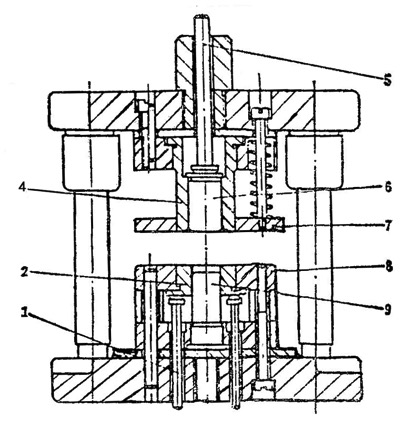
图2-22 桶口件落料拉伸模
1-顶杆;2-推板;4-凸凹模;5-上顶杆;6-上推板;
7-卸料板;8-凹模;9-凸模
三、扳口切断弯曲模
TM27×2扳口U形件切断弯曲模的结构如图2-23所示。冲压时,材料被压在凸模2与顶板5之间逐渐下移,同时送入板料的一端被切断。两端未被压住的材料,沿凹模圆角rM滑动,先向上弯起,然后进入凸模与凹模间隙内弯曲成形。
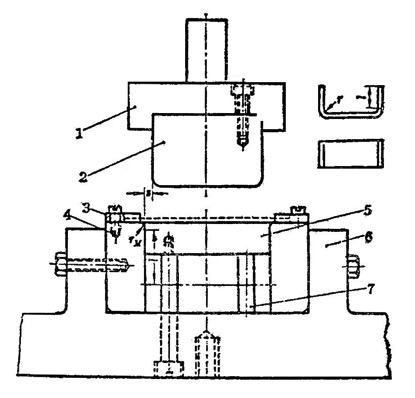
图2-23 扳口切断弯曲模
1-上模座;2-凸模;3-定位板;4-凹模;5-顶板;6-底板;7-顶杆
四、顶盖注入口部拉伸冲孔翻边复合摸
钢桶顶盖注入口部的冲压,采用拉伸冲孔翻边复合模,其结构如图2-24所示。该复合摸设计成先拉伸,后忡孔,最后翻边成形。模具工作时,上模9下压, 逐渐拉伸,当拉伸到一定高度时,凸模口与凸四模1相切,冲下圆孔。上模9继续下压,便完成翻边成形。
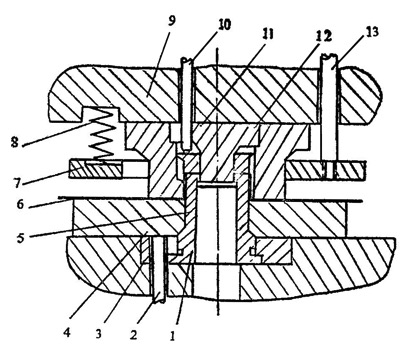
图2-24 位伸冲孔翻边复合模
1-凸凹模;2-顶杆;3-凸凹模固定;4-顶件块;5-凹模;
6-工件;7-卸料板;8-弹簧;9-凸凹模;10-推杆;11-凸模;12-推件块;13-卸件螺钉
五、桶塞整形模
桶塞整形模的结构如图2-25所示。拉伸件的整形模与一般拉伸模的结构没有多大差异,不同的是整形模工作部分的精度、表面质量要求更高,圆角半角世较小;凹、凸模之间的间隙也小一些。在冲床滑块行至下端点时,需要整形的平面或圆角与模具刚性接触,因而特别要注意安全。
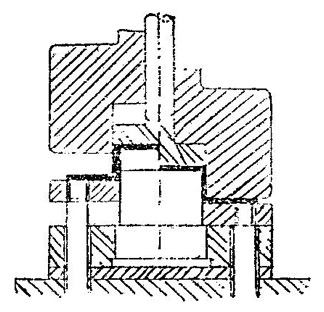
图2-25 桶塞整形模
|

