|
制桶工(中级技能培训教程)
第二章 制桶常用的胎具、模具和刃具
第三节 卷边滚轮和钢圈
2.3.2 卷边滚轮
卷边滚轮是卷边形成最关键的胎具,滚轮的轮廓曲线直接决定卷边的形状,卷合的松紧,从而直接影响钢桶的质量。根据滚轮的作用不同,滚轮还分为头道滚轮和二道滚轮。头道滚轮主要是使卷合部卷曲咬合;二道滚轮使卷边紧密并定型。目前新设汁的卷边机也有按不同的工艺要求,采用一道滚轮成形的,卷边形状也有多种。我们这儿讨论的是目前常用的采用两道滚轮的双重平直型卷边,其卷边后的形状如图2-16所示。我们讨论的卷边滚轮也是这类卷边机所采用的滚轮。
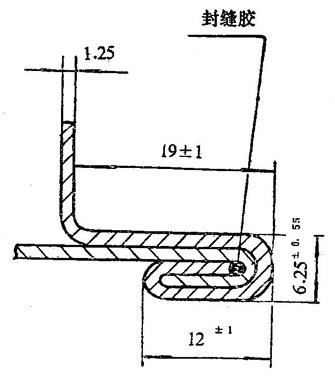
图2-16 双重平直型卷边
一、卷边滚轮的结构
头道滚轮的结构如图2-17所示。二道滚轮的结构如图2-18所示。卷边滚轮的轮廓曲线一般都有特制的曲线样板来检验。这些轮廓曲线的形状都是为了完成其特定的工作要求而设计制造的。滚轮的材料一般采用滚珠轴承钢GCr15也有采用碳素工具钢T10A的,经热处理后硬度要求HRC60~62。热处理后,轮槽和轴承安装孔均需磨削加工成形。
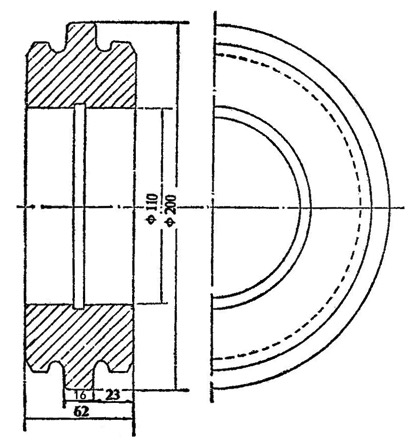
图2-17 卷边头道滚轮
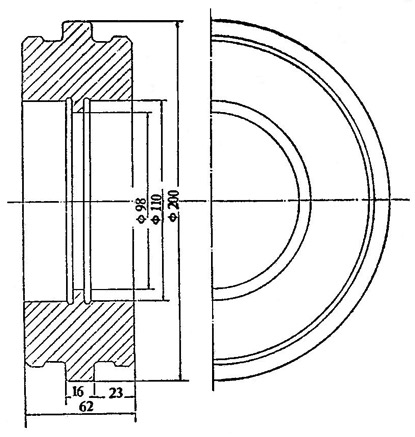
图2-18 卷边二道滚轮
二、卷边滚轮的安装
卷边滚轮安装在滚轮部件上,滚轮部件的装配图如图2-19所示。滚轮部件能使滚轮处于合适的位置,良好地工作。滚轮轴法兰螺母和调节螺母分别固定和活套在滑块上,作为滚轮轴的支承。套圈作滚轮的轴向定位。转动调节圈能带动调节螺母和滚轮轴一起转动,滚轮即可左右移动。单独转动扫节螺母,可调整滚动轴承的径向游隙。滚动轴承一般选用向心圆锥滚子轴承,且成组配对使用,以承受轴向负荷为主的轴向与径向的联合负荷。
滚轮部件安装在滑块上,滑块体内装有蜗轮、蜗杆和丝杆调节机构,可以调整滚轮的压下量。
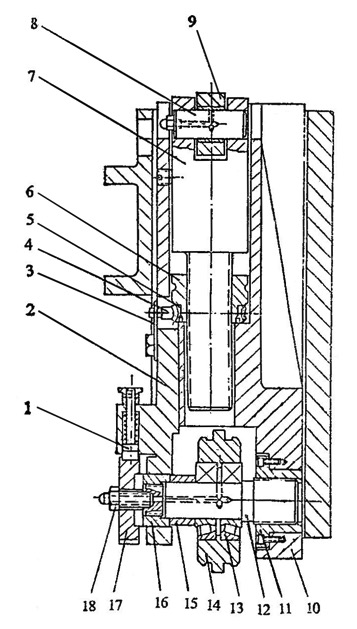
图2-19 滚轮部件装配图
1-回定销子;2-吊架;3-压板;4-蜗杆;5-蜗轮;6-蜗轮固定套;
7-调节蜗杆;8-心轴;9-滚圈;10-滑架;11-滚轮轴法兰螺母;
12-滚轮轴;13-滚动轴承;14-滚轮;15-套圈;16-调节螺母;17-调节圈;18-固定螺栓
三、卷边滚轮的调整
在卷边生产过程中,经常会出现咬合部卷合不符合工艺要求,如卷层不理想,咬合太紧或太松等。造成这种情况的主要原因是滚轮与钢圈的相对位置不当。滚轮与钢圈的位置关系如图2-20所示。如果不符合位置要求,就需要调整滚轮位置的方法来加以调整。
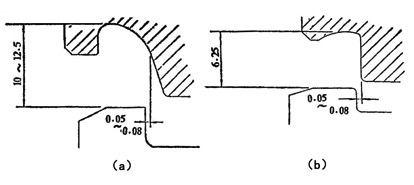
图2-20 卷边滚轮与钢圈的位置
(a)头道滚轮与钢圈的位置;(b)二道滚轮与钢圈的位置
滚轮位置可以进行左、右、上、下全方位调整。左、右方向由滚轮部件进行调整;上、下方向由滑块进行调整。滚轮左右调节时,先拉起滚轮部件上的固定销子1、固定螺栓18并退出调节圈17。随后,同时旋转调节螺母16和滚轮轴12,便能进行左右方向的调整了。右旋时,滚轮靠近钢圈;左旋时,滚轮远离钢圈。每旋转一周,滚轮约移动3毫米。单独旋转调节螺母16时,可调整滚动轴承的径向游隙,以调整滚动轴承的松紧。
滚轮上下调整时,先拆去滑块上的压板3。随后,旋转蜗杆4,便能进行上下方向的调整了。蜗杆每旋转一周,滑块移动约0.375毫米。
滚轮和钢圈安装和调整后均要经过仔细地试运转,并根据产品质量检验其安装质量。试运检验合格后,才能正式投入生产。
|

