|
制桶工(中级技能培训教程)
第二章 制桶常用的胎具、模具和刃具
第三节 卷边滚轮和钢圈
卷边滚轮和钢圈是卷边加工成形采用的胎具。钢桶卷边的质量,卷合后的工艺尺寸均由滚轮和钢圈决定。卷边滚轮和钢圈本身的结构、形状、尺寸以及它们的安装精度和相对位置都直接影响卷边工艺质量。
2.3.1 卷边钢圈
卷边钢圈在卷边过程中起两个作用:一是夹持钢桶并带动其旋转;二是起滚压靠垫作用,相当于一个内芯靠模。钢圈的这两个作用决定了它的结构形状。
一、卷边钢圈的结构
卷边钢圈的结构如图2 -15所示。钢圈轮缘外周的形状及尺寸是完成夹持钢桶和靠模作用的关键。轮缘外周一般都有一定的倾斜度,前段约为4°~7°,后段约为1°~1.5°,以便于夹持钢桶时的进出。轮缘的宽度应和钢桶顶底盖的拉伸深度相当,以保证卷边后钢桶顶底的深度达到工艺要求。轮缘的宽度一般为18.50毫米左右。钢圈后面B应和钢圈轴线垂直,和轮缘外周面的交线不能倒角,只能略去毛剌而保持直角相交,以免卷边成形后包住钢圈,对脱卸不利。钢圈的轮缘在卷边时为主要工作面,必须有一定的硬度,以满足耐磨的要求。钢圈的材料一般选用轴承钢GCr15;锻打后车制而成。热处理工艺一般采用高频淬火,硬度要求HRC58~60。重要工作面在热处理后需进行磨削加工。
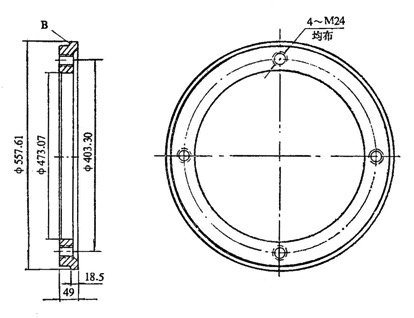
图2-15 卷边钢圈的结构
二、卷边钢圈的安装
钢圈的安装是很简便的。在钢圈轮辐上有四个M24×3的螺孔,就是用来安装固定钢圈的。只要旋上螺栓并拧紧,钢圈就安装好了。钢圈上的螺纹都是右旋的,但卷边机上有左右两个钢圈,势必有一个钢圈的转动方向与螺栓拧紧方向不一致。因此在操作时要特别注意那个方向不一致的钢圈,要经常检查它的安装螺栓是否松动。发现松动,应随时紧回,否则将影响正常操作。
钢圈安装后,一般不需要作专项调整。它与滚轮的相对位置一般采用调整滚轮的方法实现。
|

