|
制桶工(中级技能培训教程)
第二章 制桶常用的胎具、模具和刃具
第五节 桶口件成形刃具
桶口件成形刃具包括专用车削机床用的车刀、攻丝机用的丝锥和滚丝机用的滚轮(或称滚刀)。这些刃具是桶口件成形的重要工具,桶口件螺纹加王就是靠这些刃具完成的。
桶口件成形刃具中,车刀和丝锥属于金属切削刃具,而滚轮是属于无金属切削的滚压刃具。在切削加工的实际生产中,人们特别注意的是刃具的几何形状及其参数,切削热的产生以及冷却液的应用F在滚压加工的实际生产中,人们则特别注意刃具的形状和大、小滚轮的配合。本节将主要讨论上述问题并对这些刃具的安装调整以及使用时的注意事项逐一介绍。
2.5.1 桶口件成形刃具的几何形状及其参数
一、专用牢削的车刀
在螺圈的车削工艺中,需要车削的是内圆和端面。因而在刀架上需夹持两把车刀。车削内圆的车刀如图2-28所示。车削端面的车刀十分简单,这里不作介绍。
由图2-28可知,该车刀的参数是前角Υo,后角αo,主偏角,副偏角,刃倾角λs。这些参数的参考数值如表2-1所示。
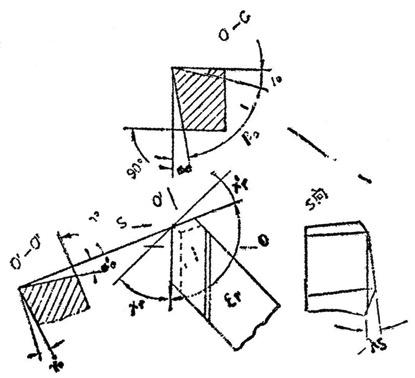
图2-28 车刀的几何形状
表2-1 车刀参数
| 名称 |
前角Υo |
后角αo |
主偏角 |
副偏角 |
刃倾角 |
参数值 |
18°~25° |
8°~12° |
60° |
5°~10° |
-5°~+5° |
二、攻丝的丝锥
攻丝的丝锥由工作部分和安装柄两部分组成。工作部分又包括切削部分和校准部分。切削部分的刀齿磨成锥形,使切削负载在几个刀齿上,这不仅可以使机床减轻负载,同时不易产生崩刃或折断。而且攻丝时能起良好的导向作用,也保证了螺纹表面的光滑。校准部分其有完整的牙形,用来校正已切出的螺纹,并引导丝锥沿轴向送进。安装柄是圆的,并有一通孔,以便安装在快换夹头上。丝锥的几何形状如图2-29所示。丝锥的工作部分沿轴向有几条容屑槽,以容纳切屑。同时形成刀刃和前角。在切削部分的锥面上磨出后角。为了减少校准部分与螺孔的磨擦,也为了减小攻出螺、纹的扩张量,丝锥校准部分的大径、中径、小径均有倒锥。
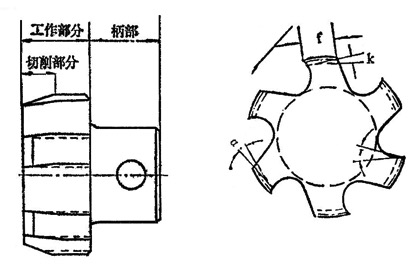
图2-29 丝锥的几何形状
桶口件的专用丝锥TM27×2有四个容屑槽;TM60×2有六个容屑槽。为了使切屑顺利地向下排出,有时将容屑槽制作成左旋,如图2-30所示。或者在直槽中的切削部分前端加以修磨以形成刃倾角λ。
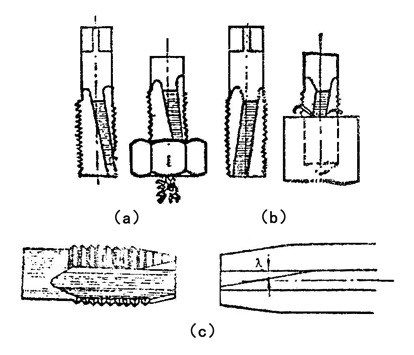
图2-30 容屑槽的方向和刃倾角
(a)左旋;(b)右旋;(c)刃倾角;
(a)左旋的容屑槽;(b)右旋的容屑槽;(c)刃倾角
桶口件成形专用丝锥的参数如表2-2所示,供参考。
表2-2 专用丝锥的参数
| 丝锥规格 |
前角 |
后角 |
倒锥 |
容屑槽 |
刃倾角(直槽) |
TM60×2 |
10~15° |
8~12° |
0.05~0.12/100 |
6 |
-5~15° |
TM27×2 |
10~15° |
8~12° |
0.05~0.12/100 |
4 |
-5~15° |
三、滚丝的滚轮
滚丝的滚轮又称为滚刀。滚丝需有大、小滚轮各一个。每个滚轮可分为工作部分和装夹部分。大滚轮是内孔装夹;小滚轮是锥形装夹。其几何形状如图2-31所示。
由于滚轮和工件在旋转过程中,接触表面的直径是不同的,所以在接触表面之间有滑动现象。对于桶口件这类薄壁件来说,大小滚轮在滚轧时几乎处处存在滑动。但为了简便,一般取工件的中径为计算直径而求得滚轮的有关参数。专用滚轮的参数发表2-3所示。
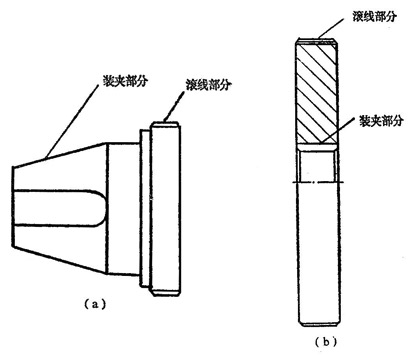
图2-31 滚轮的几何形状
(a)小滚轮;(b)大滚轮
表2-3 专用滚轮的参数
| 滚轮规格 |
螺距 |
头数 |
中径 |
旋向 |
端面侧角 |
TM60大滚轮 |
2 |
3 |
Φ175.5 |
左 |
25~30° |
TM60小滚轮 |
2 |
1 |
Φ52 |
右 |
25~30° |
TM27大滚轮 |
2 |
3 |
Φ76.5 |
左 |
25~30° |
TM27小滚轮 |
2 |
1 |
Φ19 |
右 |
25~30° |
|

