|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第八节 检验
钢桶生产中,检验是十分重要的不可缺少的一种保证钢桶质量的手段。检验不单单是对成品钢桶进行最终的产品检验,而是贯穿钢捕生产整个过程,对每道工序,每个环节,每种半成品都要严格地进行检验。检验要贯彻“预防为主“的思想,要实行全面质量管理的现代化管理方法。有关全面质量管理的基本知识和应用,我们将在第五章详细讨论。
在制桶生产中,检验一般采用抽样检查的方法进行,不设专门质量控制点。只有对两道关键工序实行全数检验,并设立专门质量控制点。那就是直缝焊接后的焊接质量检验和卷边后的检漏测试。焊接质量的初验是靠人工目测的,主要检验焊接直缝两端的质量,将有裂口或未焊到头的桶身剔除。这种检验没有专用设备,操作也十分简便。卷边后的检漏测试是检验焊接直缝以及钢桶顶底卷边处是否渗漏。将渗漏的钢桶标出渗漏处并剔除。这种检验运用专用设备——气压式检漏机并有一整套操作技术。本节讨论的主要内容就是这种专用设备及其操作术。
1.8.1 气压式检漏机的基本结构
一、气压式检漏机的构造
气压式检漏机的构造如图1-95所示。在底座机架上装有两个压力盘,一个固定,一个由气缸活塞杆驱动作直线往复运动,以夹住或松开钢桶。固定压力盘上有压缩空气输入口。检漏机动力是压缩空气,并有控制阀加以控制以及消音器防止嗓声太大。当钢桶滚入检漏工位,打开卧式气缸换向阀,气缸活塞杆伸出,两压力盘将钢桶紧紧夹持在中间。此时打开控制阅,压缩空气进入钢桶内,进行检漏。检验完毕,关闭控制阀,气缸换向阀换向,活塞杆缩回,两压力盘松开,由打桶机构将钢桶打出。
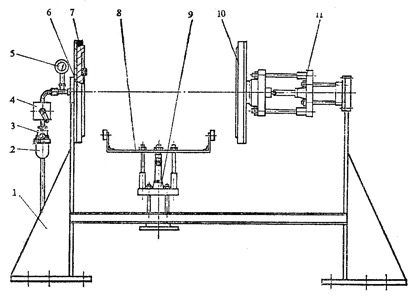
图1-95 气压式检漏机的构造
1-底座;2-控制阀;3-气缸;4-压力盘;5-喷淋管;
6-压力表;7-消音器;8-打桶机构
二、压力盘结构
压力盘是气压式检漏机的主要部件,其基本结构如图1-96所示,这是一个有压缩空气输入口的与底座固定的压力盘,在压力盘圆周上装有一个与钢桶顶盖凸缘直径相当的密封圈,当夹住钢桶后,密封圈使压力盘和钢桶顶盖间保持良好的密封,形成气室。压力盘中心有压缩空气输入口,与气动管路相连接。当压缩空气进入密封气室时,就自行由钢桶注入口进入钢桶。所以压力盘的这种结构起到了气路万向联接的作用。
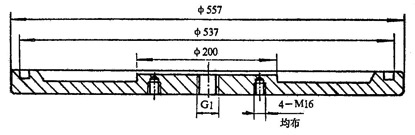
图1-96 压力盘结构
|

