|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第七节 桶口件成形
1.7.2 桶口件的成形工艺
在制桶生产中,桶口件成形工序与其它工序的差别在于它的复合性。桶口件生产不象其它工序那么单一,它是由冲压、切削、攻丝或滚丝以及焊接组成的加工工序。因此有必要将桶口件的成形工艺作一简单的介绍。
一、桶塞生产工艺流程
桶塞生产工艺流程如图1-91所示。其中落料拉伸、精整、切边、整边均由冲床的冲压加工完成;滚丝由滚丝机滚压而成;点焊由自动点焊机焊接完成。流程图中二次拉伸工艺环节仅在TM27×2 桶塞生产过程中采用,在TM60×2桶塞生产过程中不采用。
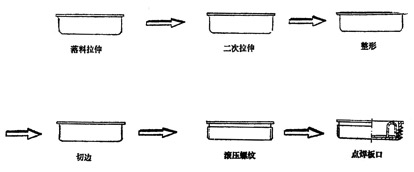
图1-91 桶塞生产工艺流程图
二、螺圈生产工艺流程
螺圈生产工艺流程如图1-92所示。其中落料拉伸、二次拉伸、精整冲顶、切边均由冲床的冲压加工完成;车削扩孔由专用车削机床切削而成;攻丝由攻丝机加工完成。同祥,流程图中二次拉伸环节仅在TM27×2螺圈加工中采用。
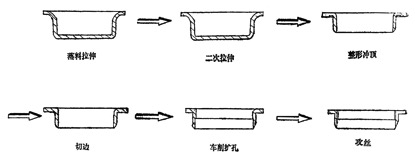
图1-92 螺圈生产工艺流程图
三、桶口件生产工艺要求
1、桶塞工艺要求
TM60×2桶塞的工艺尺寸要求如图1-93所示。对桶塞螺纹的工艺尺寸要求是螺纹角为60 °,螺距为2毫米,大径为,中径为,小径为。另外要求滚丝后齿数必须不少于三整牙,齿面厚度必须均匀。对扳口点焊要求焊接牢固,点焊面凹圆形直径为Φ1.0毫米。
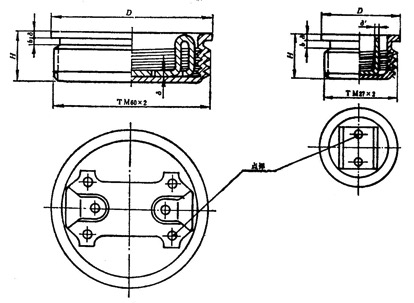
图1-93 桶塞工艺尺寸
2、螺圈工艺要求
螺圈的工艺尺寸要求如图1-94所示。对TM60×2螺圈纹的工艺尺寸要求是螺纹角为60°,螺距为2毫米,大径为Φ60,中径为,小径为。另外,要求螺纹光滑整齐,不允许出现无牙,即没有攻削螺纹的螺圈;也不得出现烂牙,即螺纹模糊、有缺口的螺圈。螺纹不允许倾歪,出现俗称“歪头”的现象。
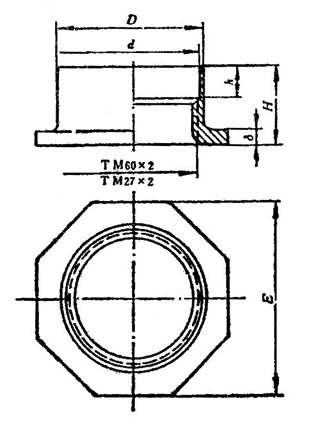
图1-94 螺圈工艺尺寸
无论是桶塞还是螺圈,必须具有良好的互换性。互换性的基础就是单独零件必须满足其加工工艺要求,尤其是尺寸、形状公差的要求。螺圈锁装后,须用相当于桶塞最大极限尺寸的螺纹工作塞规检查,通过为合格,方能满足互换性要求。
|

