|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第七节 桶口件成形
钢桶生产中,桶口件是闭口钢桶必不可少的配套件。桶口件的坏料由冲压加工完成,而桶口件成形,包括车削、攻丝、滚轧以及焊接则由制桶生产特有的桶口件成形加工承担。
桶口件成形加工工艺中,车削和攻丝属于金属切削加工,而滚轧则属于无金属切削加工,它们所用的设备和操作技术均不相同。而焊接一般采用多头点焊工艺,其所用设备和操作技术与桶身焊接的点焊机没有多大差别,故在此就不赘述,可参阅本章第二节有关内容。
桶口件成形的常用设备有专用车削机床、攻丝机和滚丝机。本节着重介绍这三台专用制桶设备。
另外,在桶口件成形的批量生产中,机动工时很短,而工件毛坯的搬运,上、下料又是十分繁重而费时。因此为了提高生产率、降低成本以及减轻劳动强度,保证安全生产,采用自动上、下料装置,成为十分需要的。一般的桶口件成形设备都配有上、下料装置,成为主机的一种辅助设备。从而实现了桶口件成形生产的单机自动化。
1.7.1 桶口件成形设备的基本结构和传动系统
一、专用车削机床
桶口件成形加工的专用车削机床是将螺圈坯料切削成形以供攻丝加工用。螺圈的车削加工仅仅是扩孔,又称“扩孔机”。专用车削机床的结构示意图如图1-79所示。机床的动作均由安装在分配轴的上各个凸轮控制。
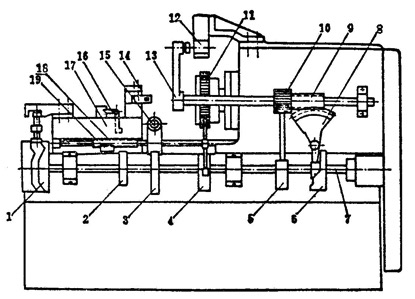
图1-79 专用车削机床结构
1-凸轮控制溜板纵向快速移动;2-凸轮推动半螺母19与丝杆18接合;
3-凸化控制刀架14横向切入;4-凸轮控制主轴夹头11及接料斗12升降;
5、6-凸轮控制机械手13自动上料
机床的传动系统如图1-80所示。电动机的动力通过皮带分两路传递:一路由带传动主轴转动,经两级齿轮减速传递给丝杆18;另路经带传动和减速箱驱动分配轴7,带动控制凸轮转动。
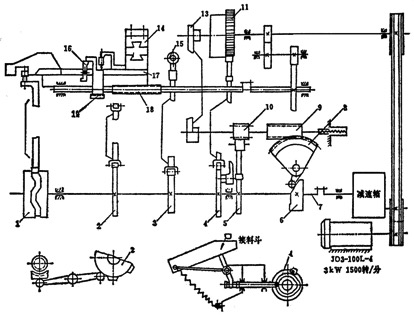
图1-80 专用车削机床传动系统
1、2、3、4、5、6-凸轮;7-分配轴;8-扇齿块;9-齿条;
10-齿轮;11-齿圈;13-机械手;14-刀架;15-杠杆机构;
16-锁紧机构;17-溜板;18-丝杆;19-半螺母
机床的工作循环如下。
1、自动上料
凸轮5通过齿轮10带动机械手13回转;同时凸轮6通过扇形齿块8及齿条9带动机械手作轴向移动。靠两个凸轮轮廓曲线的配合,完成下列动作:
机械手13轴向移动,从料槽12抓起工件→机械手回转至主轴处→机械手轴向移动,将工件装入主轴夹头11中→机械手轴向移动退出→机械手回转复位。
图1-81所示为机械手在主轴上的外观图。
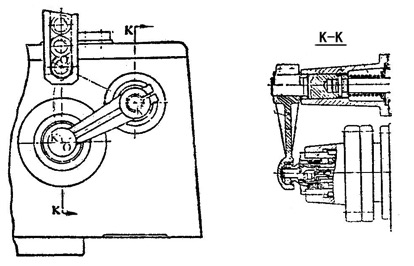
图1-81 自动上料机械手
2、夹紧和松开
由凸轮4通过杠杆机构、齿条以及主轴夹头外面的齿圈11带动夹头外圈回转,完成夹紧或松开工件的动作。
3、纵向快进和快退
曲凸轮1通过杠杆机构带动溜板17实现这个动作。
4、车削纵向进给运动
由凸轮2通过杠杆机构向上推动半螺母19使之与丝轩18接合,并由锁紧机构16将半螺母19锁住。直到车削行程终点,由固定挡块将锁紧机构撞开,半螺母落下与丝杆脱开。然后由凸轮1控制溜板快速回移复位。
二、攻丝机
专用车削机将螺圈车削成形后由攻丝机切削内螺纹。目前在大批量生产桶口件的制桶厂一般采用多工位专用攻丝机,这儿介绍一种六工位专用攻丝机。
攻丝机的基本结构如图1-82所示。在机床分配轴上安装着六个凸轮,以相位差60°安装,以利于减轻机床负载。这些凸轮控制每个工位的快换夹头快进、工进、快退。
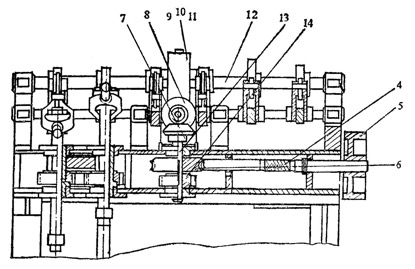
图1-82 攻丝机基本结构
4-蜗杆;5-大皮带轮;6-蜗轮;7、8-锥齿轮;
9、10、11-蜗轮蜗杆减速箱;12-分配轴;14-齿轮
攻丝机的传动系统如图1-83所示。电动机通过带传动和蜗轮蜗杆传动将动力传递给轮轴,然后分成两路:一路经锥齿轮及一对蜗轮蜗杆传动驱动分配轴转动;另一路经齿轮传动带动六个攻丝杆工作。
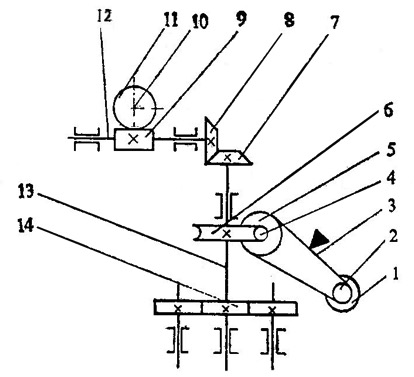
图1-83 攻丝机传动系统
1-电动机;2-小皮带轮;3-三角皮带;4-蜗杆;5-大皮带轮;
6-蜗轮;7、8-锥齿轮;9-蜗杆;10-轴;11-蜗轮;
12-分配轴;13-主轴;14-齿轮
机床的工作循环是:

经多次循环,待快换夹头上有数十个螺圈后,由人工快换夹头下料。
三、滚丝机
滚丝机是桶塞外螺纹加工专用机床。桶塞采用螺旋模(俗称“滚丝轮”)滚压加工,滚丝机就是采用这种加工方法的专用制桶设备。
滚丝机的基本结构如图1-84所示。在机床的分配轴8上安装着凸轮5,以控制滚轮3的径向进给。大、小滚轮传动采用了万向联轴节,虽然不能绝对严格保证同步,但影响是微乎其微的。
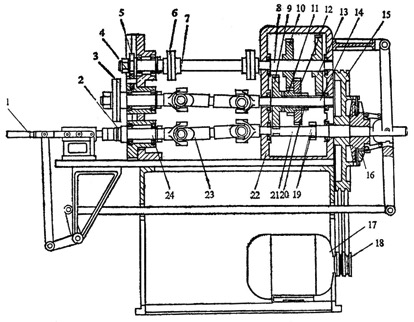
图1-84 滚丝机基本结构
滚丝机的传动系统如图1-85所示。电动机的动力通过带传动带动小滚轮轴转动。小滚轮轴经齿轮传动带动大滚轮轴转动。大滚轮轴再经齿轮传动驱动分配轴转动。大、小滚轮轴分别由万向联轴节驱动大、小滚轮转动;分配轴带动轴上凸轮转动控制大滚轮的径向进给运动。
机床工作循环是:
人工上料(将桶塞毛坯套在小滚轮上)→按动操纵杆,离合器结合→大、小滚轮转动,大滚轮径向进给→滚压螺纹→大滚轮径向退出复位→手掀操纵杆,离合器脱开→人工下料。
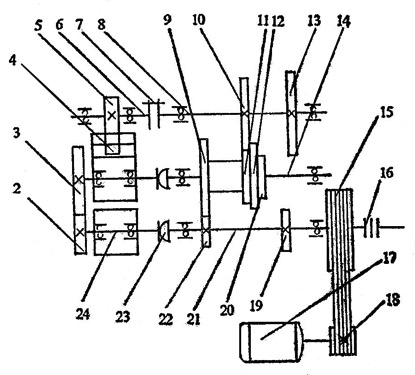
图1-85 滚丝机传动系统
2-小滚丝轮;3-大滚丝轮;4-过渡轮;5-凸轮;6-轴;7-联轴器;
8-轴;9、10、11、12、13-齿轮;14-轴;15-大皮带轮;
16-离合器;17-电动机;18-小皮带轮;19、20-齿轮;21-轴;
22-齿轮;23-万向联轴器;24-轴
四、全自动点焊机的自动上料装置
有关点焊机本身的结构性能已在本章第二节讨论过了,不再赘述。本节着重介绍的是桶塞扳口点焊机的自动上料,专用分度与夹持装置。
图1-86所示是TM27×2桶塞全自动点焊机的示意图。
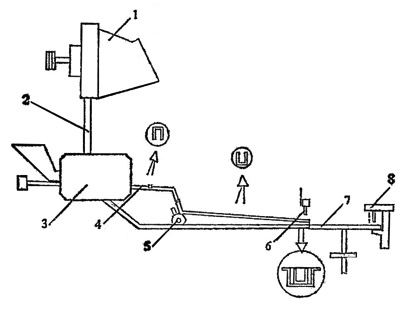
图1-86 TM27×2桶塞全自动点焊机
1-转盘式上料装置;2-桶塞输料槽;3-转筒滑槽上料装置;4-滑槽;
5-换向装置;6-压入装置;7-分度转盘及夹持;8-点焊机
转盘式上料装置是供桶塞上料用的。如图1-87所示。桶塞大量倒入料斗后进入转筒,一部分桶塞进入圆环和圆盘之间。利用与桶塞形状相当的柱套,使只有开口定向正确的工件才能落入转动着的圆环和圆盘的缝隙中去(见B-B剖面)并被带出型孔进入储料槽。其余被剔除,随转筒转动翻滚,直至开口定向正确落入带出为止。圆盘由轴和皮带轮带动旋转。
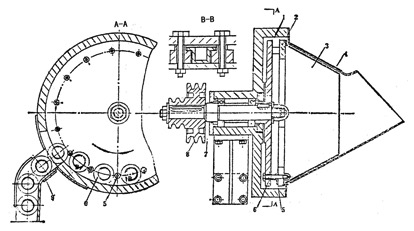
图1-87 转盘式上料装置
1-圆盘;2-圆环;3-转筒;4-料斗;5-柱套;6-桶塞;7-轴;
8-皮带轮;9-储料槽
转筒滑槽式上料装置是供桶塞扳口上料用的。如图1-88所示。当大批扳口倒入料斗后,扳口被取料板由转筒底部带到高处,散落在定向滑槽上,定向正确的扳口可以沿定向槽进入输料槽。定向不正确的就是落在滑槽上也将给棘轮剔除器剔除井叉落入转筒底部。转筒滑糟式上料装置送出一个个方向相同的扳口,但其方向正好与工作位置相反,所以它必须再在滑槽中由换向机构换向。然后与转盘式上料装置送出的定向正确的桶塞会合,送进压入装置。扳口自动压入桶塞,进入分度转盘与夹持装置。
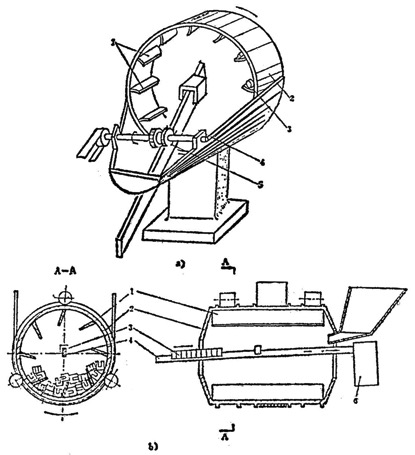
图1-88 转筒滑槽式上料装置
1-取料板;2-转筒;3-板口;4-定向滑槽;5-棘轮剔除器;6-振动器
图1-89所示是专用分度转盘与夹持装置的基本结构。当传动轴连续转动时,由一对不完全齿轮转换为分度转盘的间歇转动。在暂停期间,点焊机工作,然后转盘又转过一定角度正好将下一个待加工的桶塞送入工位。
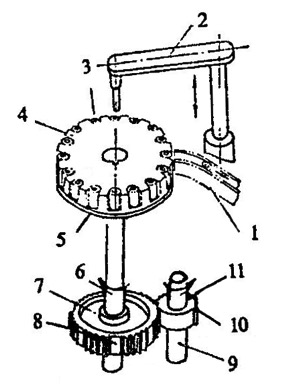
图1-89 专用分度转盘与夹持装置
1-滑槽;2-点焊机;3-工件;4-转盘;5-转盘底座;
6-分度盘轴;7-不完全大齿轮;8-锁止弧;9-传动轴;
10-锁止弧;11-不完全小齿轮
专用分度转盘的传动系统如图1-90所示。电动机动力由带传动和减速箱传递给链轮,经链传动由离合器驱动传动轴转动。由一对不完全齿轮控制分度转盘作确定的间歇旋转。
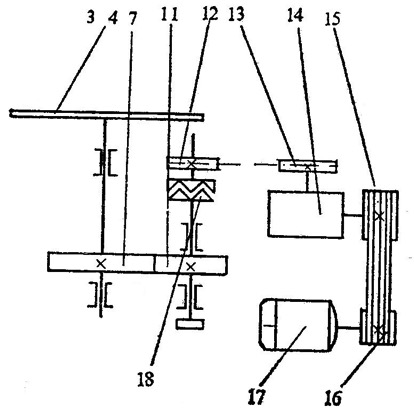
图1-90 专用分度转盘的传动系统
3、4-底盘和转盘;7、11-不完全齿轮;12、13-链轮;
14-减速箱;15-大皮带轮;16-小皮带轮;17-电动机
|

