|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第六节 冲压
1.6.2 冲压自动化
在制桶生产中,冲压工艺被广泛应用,因页实现冲压自动化就成为十分重要而且十分迫切的任务。冲压自动化为制桶流水线生产自动化程度的提高打下了良好的基础。
一、普通冲床的自动冲压
在一台普通冲床的冲压过程中,应用上述一整套自动进出料装置,实现自动进料,自动出件,而且冲床又能连续工作。这就基本实现了普通冲床的自动化冲压。
目前,在钢桶顶底盖冲压和螺圈坯料冲压中,一般都采用了普通冲床的自动化冲压。在钢桶顶底盖生产中采用双边辊式进出料的连续自动冲压;在螺圈坯料生产中采用单边辊式进出料的连续自动冲压。而在桶塞坯料冲压中则采用另一类自动冲压——多工位自动冲压。
二、多工位自动冲压
多工位自动冲压,顾名思义,就是将多个冲压模安装在一台冲床上,再加上二套进出件装置,即工件输送装置,实现多工位的连续自动冲压。输送装置一般采用夹板式机构,由冲床直接驱动。离合器也经改装成能在滑块下行中途停车,以便随时处理问题。冲床滑块和工作台面也要附加装置并有导轨导向,以保证动作平稳。
1、TM27×2 桶塞四工位自动冲压
桶塞坯料的冲压需四个工位冲压成形,其工艺流程如图1-74所示:落料拉伸→整形→切边→整边。
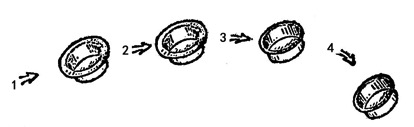
图1-74 桶塞坏料冲压工艺流程
1-落料拉伸;2-整形;3-切边;4-整边
普通冲床经改装后的多工位冲床如图1-75所示。电动机的动力通过带传动和齿轮传动减速后由离合器传递给曲轴。曲轴除通过连杆使滑抉进行冲压外,还通过环形凸轮控制自动输送动作。凸轮带动装有滚轮的杠杆上下运动,驱动扇形齿轮作往复转动。扇形齿轮带动夹板作左右横向运动,实现工件的输送。抓取器的张开和钳夹,靠固定在滑块两侧的斜楔来完成。
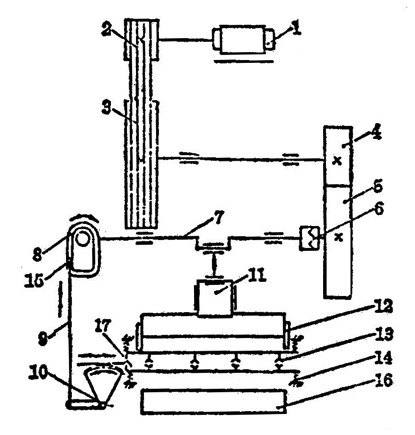
图1-75 多工位冲床
1-电动机;2-小皮带轮;3-大皮带轮;4-小齿轮;5-大齿轮
6-离合器;7-曲轴;8-环形凸轮;9-杠杆;10-扇形齿轮;11-滑轮;
12-斜楔;13-抓取器;14-撑簧;15-滚轮;16-工作台;17-夹板
斜楔的形状如图1-76所示,当滑块下移,斜楔运动到两夹板中间,使夹板向两边移动,抓取器张开,当滑块上移,斜楔退出夹板,两夹板在弹簧的作用下夹紧工件。输送机构和抓取器的协调配合就可实现多工位的自功送进动作。其过程如图1-77所示。当一次冲压完毕,斜楔上移,夹板在弹簧作用下夹紧,抓取器钳夹住工件。此时,由凸轮控制正好使夹板在扇形齿轮、齿条的驱动下向前运送。将工件送到下一个工位时,冲床已开始下一次冲压,斜楔下移,张开夹板。夹板在张开状态下由凸轮控制又在扇形齿轮、齿条的驱动下向后运动,同时,冲床完成冲压动作。在冲压完毕时,夹板正好复位,抓取器已都在原来位置张开待命。整个过程动作的周期循环可参考图1-77b的送料周期循环图。
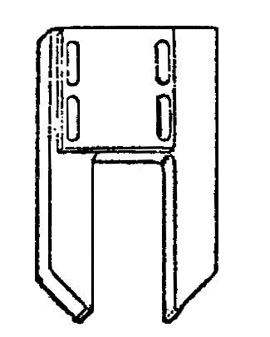
图1-76 斜楔的形状
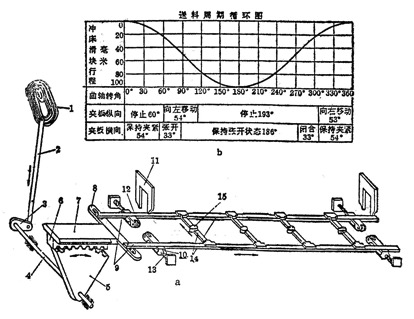
图1-77 多工位冲压送料过程
1-凸轮;2-拉杆;3-转臂;4-轴;5-扇形齿轮;6-齿条;
7-滑块;8-连接板;9-夹板;10-滑块;11-斜楔;12-滑轮;
13-弹簧;14-抓取器;15-工件
2、TM60×2 桶塞三工位自动冲压
TM60×2 桶塞坯料冲压可以省去整形这一工位,所以只需三个工位。它的冲压与TM27×2 桶塞区别在于采用卷料生产,所以必须再加上卷料的开卷和自动送料装置。其余工作原理完全相同。TM60×2 桶塞三工位自动冲压输送装置如图1-78所示。
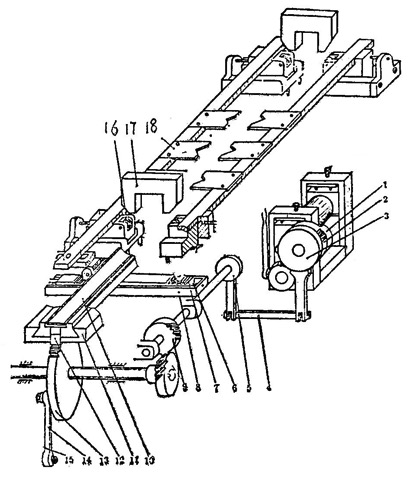
图1-78 TM60×2桶塞三工位自动冲压输送装置
1-辊轴;2-齿轮;3-超越离合器;4-连杆;5-摆杆;6-弹簧;
7-齿条;8-槽钢托架;9-斜齿轮;10-推料板;11-导轨;12-齿条;
13-大齿轮;14-连杆;15-偏心轮;16-滑轮;17-斜楔;18-抓取器
|

