|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第六节 冲压
钢桶生产中,钢桶顶底盖和桶口件的生产常用冲压工艺。钢桶顶底盖的冲裁、拉深、翻边;桶口件的落料、冲孔、拉深;钢桶顶盖与螺圈的锁装均由冷冲压加工完成。因而冲压加工在制桶生产中有着很重要的地位,它是制桶生产中应用最广泛的一种加工工艺。
冷冲压是金属压力加工方法的一种,它是在室温下借助模具在压力机上进行的冲压加工。冷冲加工不但能获得重量轻、强度高、刚性好、外表光滑美观的制品,而且操作简便,劳动强度低,制件成本低。当冲压材料是条料或卷料时,又很容易采用机械化自动化装置进行自动冲压,提高生产效率。
冲压加工最主要的设备就是冲床(即压力机)。在制桶生产中广泛采用的是J23系列和J31系列曲轴冲床(又称曲柄压力机),具体地说是采用开式双柱可倾式冲床,吨位在5.~100吨;闭式单点冲床,吨位在160~250吨。制桶生产中,冲压工艺除了冲床外还有一系列自动进出料装置,这也是形成制桶流水线必不可少的冲压辅助设备。
1.6.1 冲压设备的基本结构和传动系统
一、冲床
制桶生产中广泛采用的开式双柱可倾式冲床和闭式单点冲床,除了某些床身、离合器等不同外,其主要结构部件基本相同。因此,我们就以J23-40型压力机为例加以讨论,来说明冲床的结构及其传动系统。
图1-60所示就是J23-40型压力机的总体结构。床身是用来安装曲轴、滑块、传动轴等各部件的,床身左右两条平行的导轨之间,滑块上下运动,完成冲压行程。保险器是冲床的过载保护装置。制动器用于离合器分离后瞬时阻滞曲轴、滑块的惯性。调节螺杆是调节冲床闭合高度的,螺柱则是调节冲床倾斜角的,操纵机构是控制离合器接合、分离的机构,操纵机构由电磁铁带动,电磁铁由踏脚板开关控制。
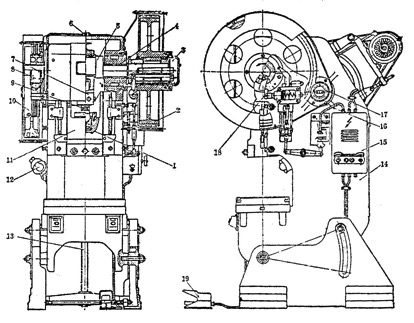
图1-60 J23-40型压力机总体结构
1-保险器;2-大齿轮;3-离合器;4-轴承;5-曲轴;
6-润滑系统;7-连杆;8-制动器;9-调节螺杆;10-皮带轮;
11-滑块;12-照明灯;13-螺柱;14-床身;15-电器箱;
16-小齿轮;17-传动轴;18-操纵机构;19-踏脚板
冲床的传动系统如图1-61所示。电动机的动力由皮带轮和三角皮带传动传递给传动轴。再经齿轮传动,由离合器控制驱动曲轴,曲轴经连杆与滑块联接,将转动变为滑块在床身导轨中作上下直线往复运动。
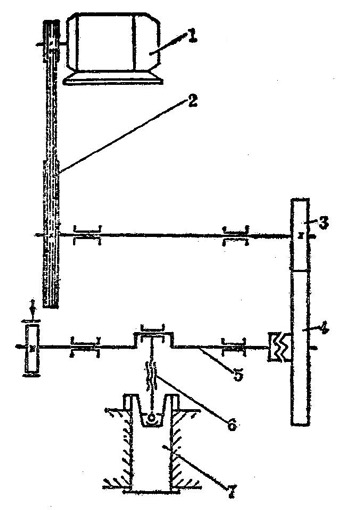
图1-61 冲床的传动系统
1-电动机;2-皮带轮;3-小齿轮;4-大齿轮;
5-曲轴;6-连杆;7-滑块
冲床工作时,电动机常开,带动大齿轮旋转。当踏脚板踩下,开关接通电磁铁,电磁挟带动操纵机构使离合器接合。比时曲轴就开始转动,由连杆带动滑块运动,完成冲压行程。曲轴旋转一周,滑块复位,离合器分离,制动器合上使滑块、曲轴部回复在原来位置上,等待下一个冲压命令。如果,踏脚板开关踩下后不放开,离合器就不会自动分离,冲床将处于连续冲压状态,不断地冲压。这在自动冲压中常采用,但在人工手动冲压中却要防止发生这种现象。
二、供料装置
1、卷料供料装置
在钢桶生产中,无论是桶口件生产还是桶顶底盖生产目前大量采用卷料钢材。因而在冲压工艺中,卷料供料是主要的供料方式。卷料架是主要的供料设备,在冲压工艺中所用卷料架一般都不带动力。
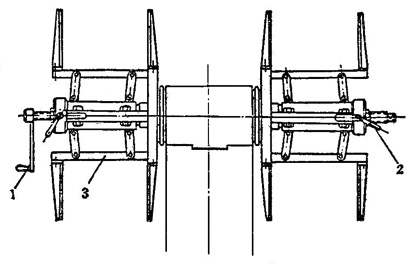
图1-62 回转式卷料架
1-内径调节手柄;2-锁紧手柄;3-托料架
图1-62所示是桶口件生产中常用的卷料架。托料架支承卷料的内圈,因此卷料表面不易擦伤。卷料装在料架的两侧,当一侧正常生产时,另一侧可装上备料。待一侧用完后,只需将料架旋转180°,另一侧备料即可继续生产。图1-63所示是桶口件生产中采用的另一种卷料架。它是用2~3个滚轮支承卷料的外圈,活动夹板可根据卷料宽度进行调节。这种卷料架对于支承较重的卷料比较稳定,但容易擦伤卷料表面。
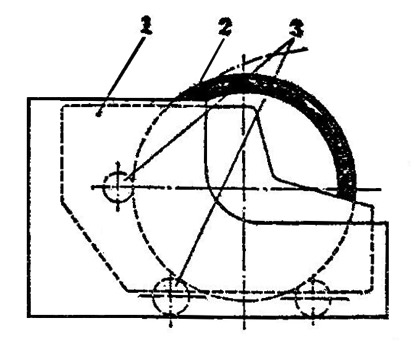
图1-63 外圆支承的卷料架
1-活动夹板;2-卷料;3-滚轮
图1-64所示是桶顶底盖生产中所采用的卷料供料装置,一般称为开卷机。其结构与桶身钢板裁剪开卷机相仿。
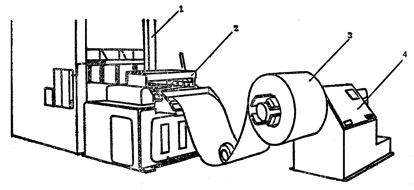
图1-64 开卷冲压
1-压力机;2-校平机;3-卷板;4-开卷机
上述供料装置一般是靠校平机或送料机构的动力使卷料展开的。
2、校平装置
校平装置主要用以校平从卷料架上展开的弯曲卷料。冲压工艺中所用校平装置如图1-65所示。一般在上部设2~3个轧辊,下部设3~4个轧辑,上轧辊可在一定范围内上下调节。在桶口件生产中,由于卷料较窄,校平装置不带动力,由送料机构牵引。在桶顶底盖生产中,校平装置有自己的动力。
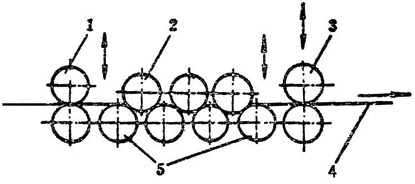
图1-65 校平装置结构示意
1-前夹辊;2-上夹辊;3-后夹辊;4-材料;5-下夹辊
3、上油装置
冲压工艺常采用辊式送料。如果板料表面不清洁或上油不均匀,会引起摩擦力的变化而影响送料精度。另外板料表面不清洁或无润滑油还会影响模具的寿命。因而上油装置也是供料中的一个重要环节。上油装置如图1-66所示。
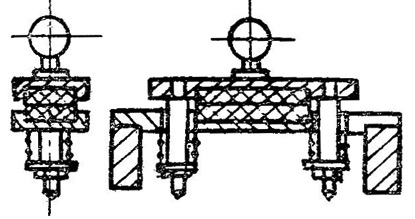
图1-66 上油装置
三、送料机构
钢桶生产中,冲压工艺的送料机构一般采用辊式送料机构。辊式送料机构不仅可用于卷料,也可用于条料。在桶口件生产中采用单边送料机构,且是推式的。在钢桶顶底盖生产中采用双边送料机构,是一推一拉式的。
单边推式卧辊送料机构如图1-67所示。在冲床曲轴的一端装有偏心盘,在曲轴回转时使连杆往复摇动,再通过超越离合器带动下辊作间歇的回转运动,使夹紧在上、下辊之间的板料靠摩擦力送迸。材料的送进量可以调节连杆相对于偏心盘的偏心距离来进行调整。
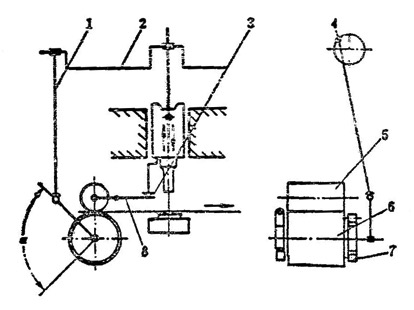
图1-67 单边推式卧辊送料机构
1-连杆;2-曲轴;3-打杆;4-偏心盘;5-上辊;6-下辊;7-超越离合器;8-提升杆
双边卧辊送料机构如图1-68所示。其一边的结构与单边送将机构相同。两边的送料机构由推杆联系。超越离合器的作用是实现送料的间歇运动,当冲床滑块下移工作时,离合器分离;当滑块拉起时,离合器接合,送料机构送料。适当增大出料辊轴的直径,使出料辊轴的送料线速度略大一些,能使处于两对辊轴之间的条料具有一定的张力,避免条料在冲压工位上挠曲,提高冲压精度。
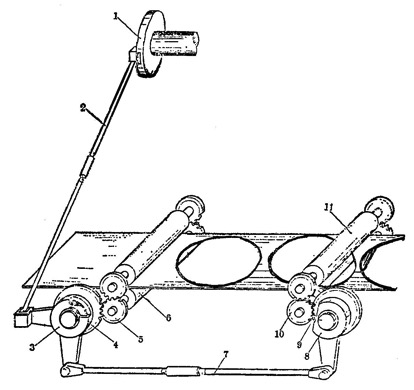
图1-68 双边卧辊送料机构
1-偏心轮;2-拉杆;3-超越离合器;4、5-齿轮;6-辊轴;
7-推杆;8-超越离合器;9、10-齿轮;11-辊轴
四、出件机构
出件机构是将冲压完成的工件从模具上启动排出的装置。出件机构一般有打件机构和顶件机构两种。
打件机构是将留在上模内的冲压完成的工件打落的装置。图1-69所示是制桶冲压工艺中常用的打件装置。
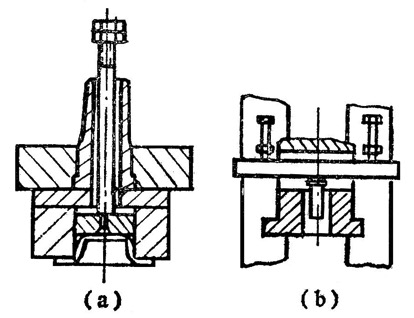
图1-69 打件机构
顶件机构是将冲压完成的工件从下模里顶出的装置。如图1-70所示,是用于桶口件生产的顶件机构。由模具下的的弹簧或弹性橡皮,将冲成的工件顶出,常用于冲裁、弯曲、引伸等各类模具。
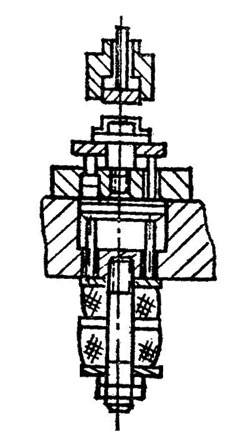
图1-70 顶件机构
在钢桶顶底盖生产的大吨位冲床上则用气垫来代替弹簧进行顶件工作。
五、接件机构
打出或顶出的工件,应及时送出;冲压剩下的边角废料也需及时送出。否则它们会在模具的周围堆积起来,影响冲压工作的正常进行。图1-71所示是螺圈生产中所采用的接件装置。
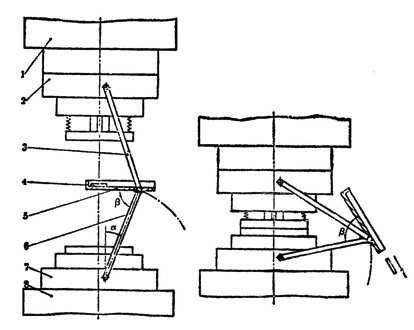
图1-71 接件装置
1-滑块;2-上模;3-杆;4-上件;5-接盘;
6-下摆杆;7-下模;8-工作台
图1-72所示是螺圈切边冲压中,切边废料的吹料机构。这是采用压缩空气将废料吹出的自动控制机构。压缩空气由下部进入储气筒,经气阀由喷嘴间歇喷出。气阀的控制如图1-73所示。进气孔与储气筒相接,出气孔与喷嘴相接。冲压时,阀杆在弹簧的作用下处于最低位置,气路被切断,喷嘴无气喷出。当冲压完成,滑块拉起时,曲轴端部的凸轮顶起阀杆,使阀芯向上移动,气阀打开,气路畅通,压缩空气由喷嘴急速喷出,把废料吹走。
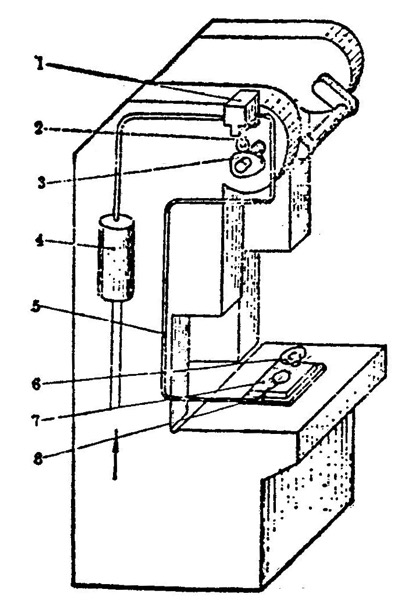
图1-72 气动吹料机构
1-气阀;2-阀杆;3-凸轮;4-储气筒;5-管道;
6-工件;7-下模;8-喷嘴
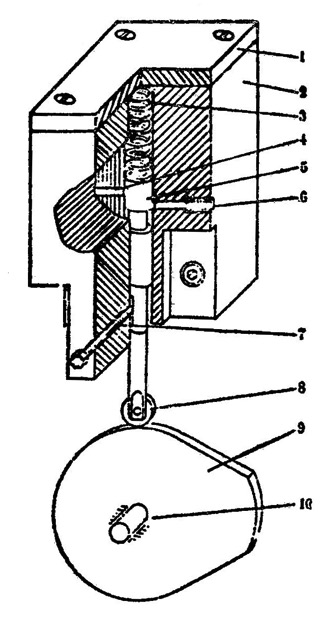
图1-73 气阀控制
1-盖板;2-阀体;3-弹簧;4-进气孔;5-阀芯;
6-出气孔;7-螺栓;8-滚子;9-凸轮;10-轴
|

