|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第五节 涂装
1.5.2 涂装设备的控制
一、自动喷漆机的控制
自动喷漆机的控制主要是控制驱动滚轮的旋转,喷涂桶身的运行喷抢的往复运动以及各喷枪中油漆的喷出和停止,使这些动作协调合拍。
当钢桶进入自动喷漆机,由定位装置使其正好跌落在驱动滚轮上。驱动滚挖带动钢桶旋转,等转动平稳后,喷桶身喷枪开始运动,进入有效行程时打开喷枪, 另两支喷顶底盖喷枪也同时打开,开始喷涂。喷涂结束,关闭喷枪,喷桶身喷枪停止运行。打桶机构将钢桶打出,进入烘房。
液压运行装置由液压传动控制,采用电磁换向阔控制换向,行走速度由调速阀调节。机械运行装置采用气动式离合器控制,离合器的离、合由电磁气动阀控制。油漆的喷出和停止采用气动扳机控制,气动扳机也由电磁气动阀控制。所有的电磁阀由总的电气线路控制,包括行程开关、继电器和电气开关,组成一个控制系统。
二、输送带的控制
输送带在正常生产时总在连续运行,所以只要控制其开、停即可。其中喷漆机这一环节的输送,即挡桶机构和打桶机构之间的配合一般由气动传动来控制。其控制动作是打出一个钢桶的同时送入另一个待喷涂的钢桶,该动作安排在喷漆完成后执行。控制过程如图1-59所示。当喷漆完戚后,气缸1活塞杆伸出,带动摇臂将钢桶打出,同时气缸2活塞杆缩回,钢桶沿斜面轨道跌落入喷漆机。然后两气缸复位,气缸2又伸出挡块挡住后面的钢桶。两个气缸动作的控制也采用电磁气动阀控制,并与喷枪停止动作联动。
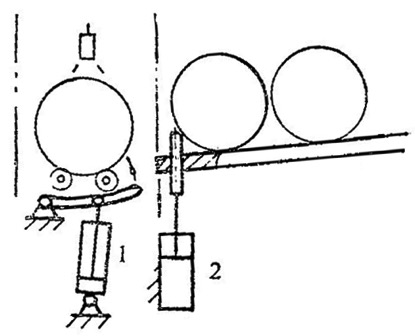
图1-59 喷漆输送机构
1-打桶气缸;2-挡桶气缸
1.5.3 涂装的工艺要求和操作技术
一、涂装的工艺要求
钢桶涂装中,喷漆是主要环节。对喷漆工艺首先要求喷涂均匀,无漏喷、流挂现象。其次对漆膜厚度有要求,根据《200L闭口钢桶》国家标准规定,漆膜厚度不小于0.020毫米。
油漆烘干是采用加热使漆膜固化,烘干的漆膜在硬度、附着力、耐化学腐蚀性能等方面一般都比自然干燥的漆膜要好。油漆烘干要注意干燥程度,必须使漆膜完全固化。投有完全干燥就出烘房堆放的钢桶,其漆膜质量甚至比自然干燥前还要差。钢桶喷涂烘干质量评价的综合指标是漆膜的附着力,钢桶涂装工艺要求漆膜的附着力不低于“钢桶漆膜附着力测定法”的2级水平。
二、涂装操作
涂装操作在自动化程度较高的涂装流水线上进行。钢桶自动进、出烘房,在正常生产中,不需要照看。因而,操作工人的操作对象就是自动喷漆机。主要有两项工作:一是操纵喷漆机;二是调配油漆。
1、油漆调配
油漆调配直接影响响钢桶涂装质量,对喷枪的调整、漆膜的烘干都有密切的关系。钢桶涂装常用的油漆一般用200号溶剂汽油进行稀释调配。其粘度大小要根据喷涂方法进行选择,不同的喷涂方法应有与之相适应的不同的粘度。油漆的粘度直接影响施工性能和漆膜质量,因此是油漆调配最关键的指标。
在油漆调配中要注意下列问题:
①在油漆粘度的一致性。在粘度的许可范围内要尽量做到每次调配的油漆粘度基本保持不变。这对喷枪调节的稳定性大有好处,从而不需要调节喷枪就能使喷涂达到漆膜厚度均匀,附着力增强等要求。
②稀释后的油漆要充分搅拌。搅拌越充分越好,因为如果搅拌不充分,加入的溶剂就不能充分溶解原来较厚的油漆,其实质是油漆呈现不等的粘度,这就将给喷涂带来困难,影响漆膜质量。
③油漆调配还必须注意生产安全、工业卫生以及废油漆的回收利用。
2、自动喷漆机的操作
自动喷漆机操作本身是十分简单的。自动控制系统中只有一个电气按钮是人工控制的,就是当钢桶进入喷漆机并在驱动滚轮带动下转动平稳后,按下这个按钮。这个开关控制运行装置的运动和打开喷枪。以后的整个过程都是自动控制执行的。所以操作工人只要观察钢桶的旋转情况,然后按下按钮就完成了一次操作。
然而,在操作过程还有以下这些问题必须引起注意,否则就会影响喷涂质量。
①喷枪的调节和清洗。要使喷涂达到工艺要求,即喷涂均匀,无漏喷、流挂现象及漆膜厚度不小于0.020毫米,就必须注意对喷枪的油漆喷出量和有效喷涂幅度进行认真仔细地调节。如果油漆喷出量少,有效喷涂幅度小,就可能出现漏喷。尤其是两支喷顶底盖的喷抢,它们的喷涂幅度必须稍大于钢桶半径。油漆喷出量过少还将引起厚度不够的问题。如果油漆喷出量过多,有效喷涂幅度过大, 就会造成油漆流挂现象,也对漆膜质量不利。调节喷枪和油漆粘度有直接关系,所以要求油漆枯度尽可能保持不变。另外,喷枪必须注意清洗,使各部位畅通无阻,否则将严重影响喷涂。
②喷枪安装位置的调整。喷枪与钢桶表面的距离,喷枪与钢桶表面的垂直度也会影响喷涂质量。喷涂距离过小或过大,会影响漆膜的厚度;喷枪如果与钢桶表面倾斜时,涂层必定出现厚薄不均匀,甚而产生条纹和斑痕。因此,在调节喷枪和清洗喷枪时必须注意喷枪的安装位置。如果不符合要求,必须及时调整。
③喷漆机各动作节拍的调整。自动喷漆机在正常情况下,各动作节拍应是协调的。但一旦出现某控制元件失灵或行程开关位置移位,就会出现误动作。此时,必须根据实际情况进行节拍的调整,使其协调合拍。失灵的控制元件要进行修理或更换,移位的行程开关要重新调整位置。
复习题
1、自动喷漆机是如何工作的?喷枪运行的水平往复机构有哪些类型?如何控制其运行速度?
2、自动喷漆机采用哪几种喷枪?喷枪如何调节?安装喷枪时要注意哪些间题?
3、钢桶涂装输送带采用哪些机构来实现钢桶的输送?如何控制输送带运行速度,使之与喷漆机、烘房协调?
4、如何调配油漆?油漆的粘度与喷枪调节有什么关系?
5、怎样操纵自动喷漆机,使钢桶涂装达到工艺标准?怎样改善常见的质量问题?
|

