|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第二节 焊接
1.2.1 电阻焊接设备的基本结构和传动系统
四、自动缝焊机
自动缝焊机与半自功缝焊机的原理基本相同,不同的是自动缝焊机实现了自动送料。其桶身周向定位机构、桶身导向机构和桶身推进机构是自动缝焊机完成自动送料的三大关键装置。有了这三大机构,不但实现了进出料自动化,而且省去了点焊预装配这一环节,大大简化了直缝焊接工艺。此外,自动缝焊机还将钢板卷圆,桶身输送,直缝焊接集为一体,真正实现了从平直钢板进入到缝焊完成的桶身送出的自动化生产。
有关与半自动缝焊机相仿的问题我们不再赘述,这儿我们着重讨论一下有关三大机构的问题。
1、桶身周向定位机构
顾名思义,桶身周向定位机构是用来固定桶身周向位置的。其基本结构如图1-25所示。桶身的周向定位是靠三个腰形滚轮来固定的。每个腰形滚轮上由于直径不同线速度也不同,所以一般由多个滚轮拼成。三个腰鼓形滚轮轴都有调节螺栓可以调整其位置,它们将桶身紧紧地箍在中间。桶身推进时,三个滚轮一边转动,一边始终使桶身固定在它们中间,从而实现了桶身的周向定位。
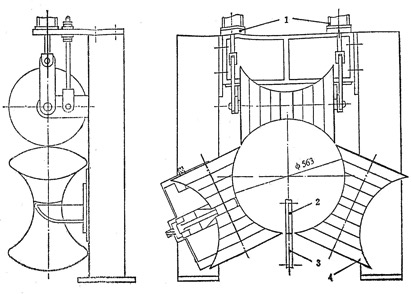
图1-25 自动缝焊机桶身周向定位机构
1-气缸;2-上电极轮;3-下电极轮;4-腰形滚轮
2、桶身导向机构
桶身导向机构主要是确定直缝的位置,使直缝的运行方向与电极焊轮对正。桶身导向机构采用一条特殊形状的导轨,不但确定了直缝运行方向,而且还确定了直缝的搭接量。其基本结构如图1-26所示。当钢板卷圆后,桶身在A处,其直缝开口处两边正好落入导轨两边轨道内。推进机构将桶身沿导轨向前送进,导轨两边轨道间距逐渐收小,桶身在卷圆内应力作用下仍紧扣在轨道壁上并也随之变化。桶身到达B处,导轨两边轨道已上、下重叠,桶身直缝处两边也随之开始重叠。当桶身送到C处时,桶身已进入周向定位机构,导轨两边轨道上、下已按搭接量的要求重叠,此时桶身直缝处也随之上、下重叠。导轨直指电极焊轮,所以直缝的运行方向也始终对准电极轮,从而实现了桶身导向作用。
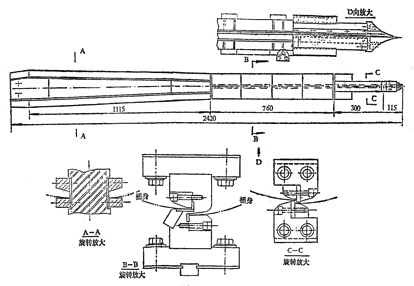
图1-26 自动焊缝机桶身导向机构
3、桶身推进机构
桶身推进机构是负责运送的输送机构。桶身推进一般分两级进行。第一级是桶身导向定位输送,采用输送链推进;第二级是直缝焊接输送,采用气压传动推进,直至进入电极轮。其基本结构如图1-27所示。
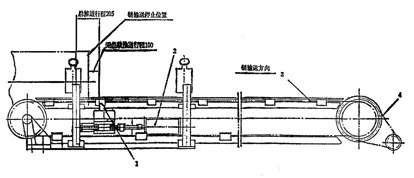
图1-27 自动缝焊机桶身推进机构
1-单向推脚;2-推进气缸;3-输送链;4-传动链
上述三大机构的协调合作,不但完成了自动进、出料的输送,而且还确定了搭接量,并在焊接中自动周向定位。当桶身刚进入电极轮,就触发传感器,电极轮就自动压紧,开始自动焊接。
|

