|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第二节 焊接
1.2.1 电阻焊接设备的基本结构和传动系统
三、半自动缝焊机
半自动缝焊机是完成直缝焊接的制桶专用设备,焊接过程中需要操作工人进行控制操作。图1-20所示为半自动缝焊机的结构示意图。
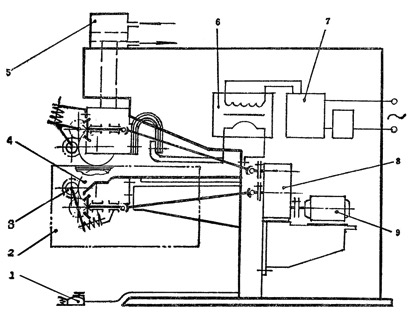
图1-20 半自动缝焊机结构示意图
1-脚踏开关;2-桶身;3-摩擦轮;4-电极轮;5-气缸;
6-变压器;7-开关与调节装置;8-减速器;9-电动机
缝焊机除了用转动的滚轮状电极(简称电极轮)代替电极头外其原理与点焊机相似。所不同的全在于电极以及与电极轮相关的传动系统上。电极轮的转动是由电动机通过减速器减速后经万向接头、传动杆、摩擦轮或滚花轮驱动的。钢桶桶身直缝焊机采用上、下电极轮均主动的类型。如图1-21所示。
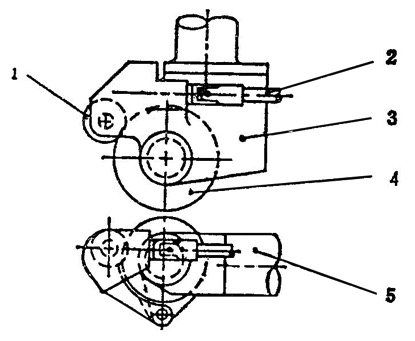
图1-21 半自动缝机电极驱动
1-摩擦轮;2-万向传动轴;3-上电极轮座;4-上电极轮;5-下电极轮座
半自动缝焊机的减速传动系统一般采用可调速的直流电动机,也有采用交流电动机,通过齿轮减速箱由刚性连轴器(万向接)带动摩擦轮支架的锥齿轮,再由锥齿轮传动驱动一对正齿轮转动,正齿轮再带动摩擦轮。由弹簧压紧在电极焊轮上的摩擦轮使焊轮旋转。这种传动使得电极轮无论直径如何变化都能获得相等的线速度。摩擦轮的压紧调节由伸出的螺杆来调整。电极轮传动系统如图1-22所示。
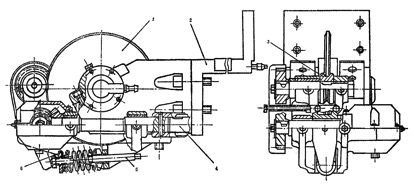
图1-22 电极轮的传动系统
1-焊轮;2-导电臂;3-摩擦轮(修正轮);4-转轴;5-调节螺杆;6-调节螺帽
半自动缝焊机的气动压力机构属固定行程的气缸装置,只有一个活塞,但活塞的行程由气缸活塞枉另一端的螺杆确定。气压系统如图1-23所示。压缩空气进入储气筒后分为两路二路经滤清器、调压阀;油雾器(三者常连在一起)出来又经电磁气阀到气缸上室;另一路直接经电磁气阀到气缸下室。缝焊机不工作时电磁气阀DF1常闭闭,电磁气阀DF2常开,此时气缸上室通大气,下室进气,上电极轮上升,两电极分开。当踩下脚踏开关伸出的圆盘形开关,则电磁气阀DF1和DF2的吸铁功作, 打开DF1气阀,同时关闭DF2气阀。此时上室进气,下室通大气,上电极轮压下,两电极轮在压力作用下焊接钢桶。当踩下脚踏开关的踏板,电磁气阀DF1和DF2同时释放,则上室通大气,下室进气,上电极又上升复位。另外,气压系统中还装有压力继电器,此装置是保证气路达到一定压力值时才能接通焊接电流。此压力值须根据焊接需要加以调节。
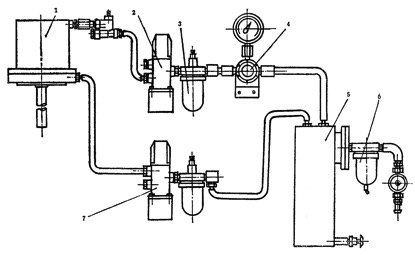
图1-23 半自动缝焊机气压系统
1-气缸;2-电磁阀(DF1);3-油雾器;4-减压阀;5-储气筒;6-过滤器;7-电磁阀(DF2)
半自动缝焊机的导电机构一般采用滑动接触导电方式。如图1-24所示。导电轴2在衬套3中转动,导电盖板4压紧衬套并与变压器连接,这是( a )图中的结构。另一种结构如( b )图所示,采用加压与导电分开的方式。导电轴通过两个铜夹紧板与变压器连接;电极压力则由盖板4遇过前后滚珠轴承6、8作用于导电轴,使机头在一般长度内受力。电与传动之间的矛盾得到缓和。弹簧5用于调节导电轴2
与导电板7之间的间隙,间隙内用石墨、蓖麻油或锭子油保证其润滑导电。也有用银合金斜面滑块作导电块的,此方法接触面好,磨擦后,对于型面接触不良处,能自动补偿,接触面能达80%以上。
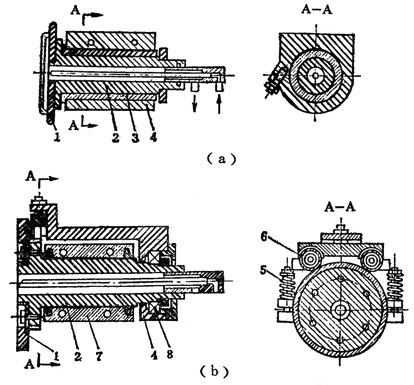
图1-24 滑动接触导电
a)小功率;b)中等功率
1-电极轮;2-导电轴;3-衬套;4-盖板;5-弹簧;6-滚珠轴承;7-导电极;8-滚珠轴承
缝焊机的电极是电极轮。电极轮的缘面形状、宽度、直径、冷却方式和安装方法均与焊接质量有直接关系。电极轮的直径和宽度由被焊工件的厚度、大小和形状决定。制桶生产中常用的尺寸是:直径为180~250毫米,宽度为10~20毫米。球面型电极可得到最佳的焊缝外观并最易调整。圆柱面型电极是经常采用的一种电极轮,但要将两电极圆柱面调整到相互平行并均匀地接触工件较为困难。一般的冷却方法是用冷却水直接浇淋电极和工件,如果冷却水对工件有害则可用内部水冷装置。电极轮驱动一般采用滚花轮,滚花轮会在电极轮缘面压出凹陷,而这些凹痕又会在焊缝表面压出痕迹。同时,滚花轮驱动可以清除电极缘面上的粘连物,自动修整电极轮。为了保持稳定的焊缝质量,电极轮与板件的接触面积应保持在预定的公差范围内。所以电极轮缘须经常用车削法加以修整,滚花轮也要经常清除其粘连物。
|

