|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第二节 焊接
制桶钢板经剪磨工序加工后,裁剪成按工艺尺寸要求的板材并在钢板纵向两头磨边成形,为下一道工序——焊接提供了合格的材料。焊接工序是制桶生产中最关键的工序之一。焊接工序要完成的任务是:将钢板卷圆成形,然后将直缝焊接起来。钢桶渗漏主要是两个部位,一是钢桶顶底盖与桶身卷合处,二是直缝焊接处。所以焊接工序的加工质量直接影响钢桶的使用价值,它对上述两大渗漏部位都有关系。直缝渗漏自不必多说,卷合处的渗漏也常常是因为直缝焊接时焊裂或未焊到头而造成的。因此,有人说焊接是制桶头等重要的工序,此话一点也不过份。
焊接设备有手动焊接设备和自动焊接设备两类。手动焊接设备包括卷圆机、点焊机和直缝焊机。自动焊接设备是一台整机把手动焊接的所有功能都包括在内,实现全自动直缝焊接。
随着制桶生产的发展,自动焊接设备已被广泛采用。但手动焊接设备也未全部淘汰,而且在我国众多的制桶厂中还大多使用着这套手动焊接设备。因此,我们对两种设备分别进行讨论,以适应现阶段的生产及技术培训的需要。
1.2.1 电阻焊接设备的基本结构和传动系统
手动焊接设备由卷圆机、点焊机和半自动缝焊机组成。卷圆机将平直的板材卷成桶身形状,点焊机是为缝焊作预装配准备工作的,而半自动缝焊机作最后的直缝焊接。
一、卷圆机
卷圆机的结构比较简单,如图1-14所示。钢板卷圆是在三个轧辊的共同作用下完成的。三个轧辊中除下辊固定外,其余两个轧辐均可以调节。钢板卷圆曲率就是由它们的相对位置决定的。三个轧辊由齿轮传动带动它们联动,动力由电动机供给,经带传动和齿轮传动减速后驱动轧辊旋转。在上轧辊和侧轧辊上均装有调节螺栓,以调整它们的相对位置。当钢板送入轧辊,由上、下轧辊夹持并向前运送,同时在调整辊的共同作用下将平直的钢板卷成具有一定曲率的圆柱形桶身。
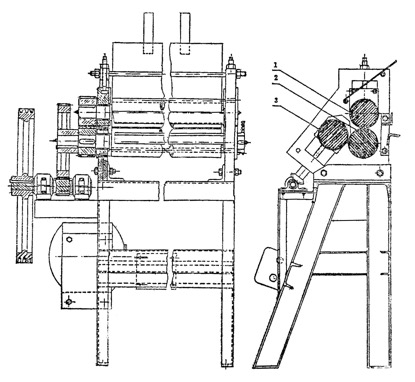
图1-14 卷圆机
1-上轧辊;2-下轧辊;3-调整辊
二、点悍机
点焊机是手动焊J接设备所需要的专用设备。因为手动焊接设备中的直缝焊机是人工送料,没有专用的桶身外圆夹持机构。所以必须先将卷圆后的桶身进行预装配,把桶身两端按焊接的规定搭接量重叠后进行点焊固定。另外,点焊机在制桶生产中还者其它应用,如桶口件生产中的扳口固定装配也是采用点焊(凸焊)实现的。
l、点焊机的基本结构
点焊机有多种类型,但不论其形式如何,均有如图1-15所示的基本结构。点焊机一般有两个电极,一个安装在固定的机臂上,另一个则安装在可运动的机臂上。可运动的机臂在加压机构的带动下可作主下运动。两个机臂之间有电路相联接,并有控制系统来控制其电流大小等。
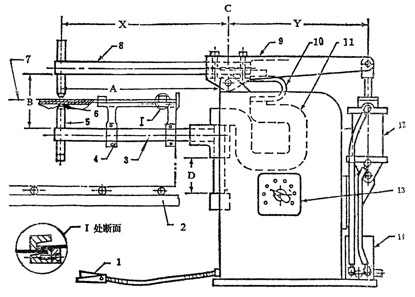
图1-15 点焊机的基本结构
A-进深;B-机臂空间;C-摇臂中心线;D-下机臂调整量;
1-脚踏开关;2-滚柱架;3-下机臂;4-靠模;5-电极夹头;
6-电极;7-桶身;8-上机臂;9-摇臂;10-次级柔性导线;
11-次级线圈;12-气缸;13-电流调节器;14-气阀
2、点焊机加压机构
一般情况下电阻焊接必须具有一定的压力,这个压力通过电极作用于被焊板件L因此,加压机构是所有电阻焊机必须具备的装置。加压机构有多种类型:弹簧扛杆式加压机构常用于焊接小型薄板零件;马达凸轮加压机构则用于无气源的场合;而采用最广泛的是气压或气液压加压机构。
最常见的气压式加压机构的气压系统如图1-16所示。其主要部件为气缸,常用的是三气室气缸。活塞杆上装有两个活塞,将气缸内隔为三个气室,提供两个行程。当两个活塞处于上部最顶点时,为安放焊件用的最大行程,称为安装行程;当上活塞处于气缸中间某一位置,限制了下活塞运行距离,即为焊接中使用的焊接行程。焊接行程可采用调节气缸头部螺母7、8来改变上活塞的停留位置加以控制。该气压系统的工作过程是:高压气经气阀18送入高压贮气筒16贮存,以确保气缸活塞运动中有足量气体。高压气由贮气筒分两路送向气缸:一路未经调节直接由三通开关19送入气缸上气室12;另一路经调压阀15调节到焊接压力后,再经电磁气阀13分配,通过气路11或10送入气缸下气室2或中气室4。三通开关19是用来选择工作状态的,即由上气室是否有高压气进入而决定是工作行程还是安装行程。而电磁气阀13是控制中、下气室的调压气进出的,当中气室进气,下气室出气时,电极具有焊接压力;反之就消压。节流阀6可决定中、下气室进出气的速度,使之既能提高生产率,又避免对焊件增加冲击性载荷。此外,油杯4提供电磁气阀和气缸活塞的润滑;低压贮气筒17用以贮存低压气,利于稳定焊接压力。
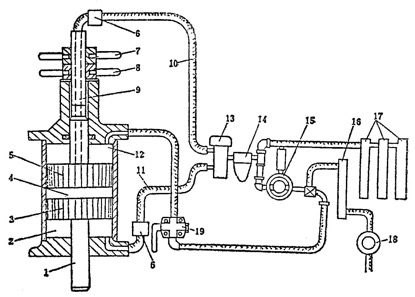
图1-16 气压式加压系统
1-活塞杆;2、4-下气室与中气室;3、5-上下活塞;6-节流阀;
7-锁紧螺母;8-调节螺母;9-导气活塞杆;10、11-气管;12-上气室;
13-电磁气阀;14-油杯;15-调压阀;16-高压贮气筒;17-低压贮气筒;18-气阀;19-三通开关
3、点焊机的焊接回路
焊接回路是指除焊件之外参与焊接电流导电的全部零部件所组成的电流通路,如图1-17所示。焊接回路由变压器、电极、机臂及导线组成,其中机臂是最重要的部件。机臂由铜棒制成,交流焊机的机臂直径不小于60毫米,以兔电流的趋表效应影响导电。大功率焊机因电流密度大,电极压力增大,故必须相应增大机臂的直径。
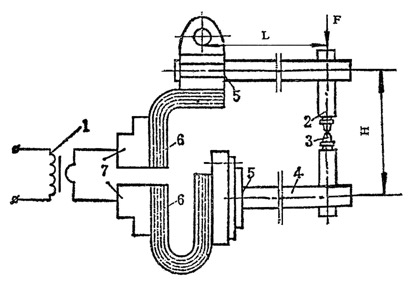
图1-17 焊接回路
1-变压器;2-电极夹;3-电极;4-机臂;5-导电盖板;6-母线;7-导电铜排
电极用于导电和加压卢并决定主要散热量,所以电极的材料、形状、工作端面尺寸和冷却条件对焊接质量及生产效率都有很大影响。因电极在焊接中消耗量大,且价格昂贵,所以目前广泛采用如图1-18所示的可以更换电极头的电极。电极夹用来夹持电极,也参与导电和传递压力,故应有良好的机械性能和导电性。其结构如图1-19所示。电极夹端部有锥孔,以换装电极。尾部接冷却水管,以便冷却电极。电极夹可制成多种形式,以适应各种结构的焊接。
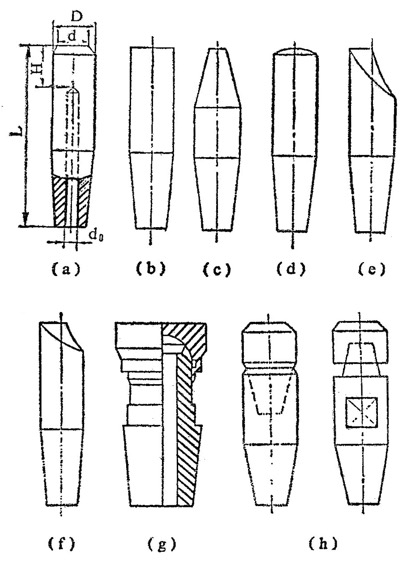
图1-18 常用点焊的电极
a-锥形电极;b-平面电极;c-尖头电极;d-球面电极;
e、f-偏心电极;g-球铰链平衡电极;h-帽状电极
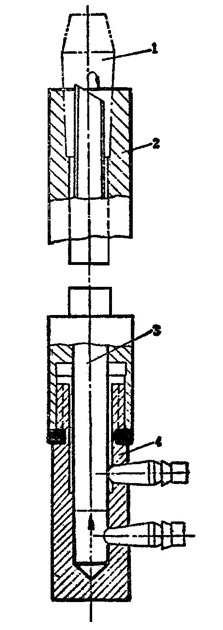
图1-19 典型电极夹
1-电极;2-电极夹;3-冷却水管;4-接头
电极在焊接过程中会被氧化、沾污和产生变形,这会给焊接质晕带来重大影响,因此对电极工作表面须经常进行清理和修整。当磨损与变形不大时,可用带橡皮垫的平板外面包上金刚砂布来清理;当磨损与变形较大时,可采用锉刀修整;当电极产生更大的磨损和变形时,则应更换电极。
|

