|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第一节 剪磨
1.1.3 卷板开卷、轧平设备
随着生产的发展,制桶大量采用卷板作为原材料。卷板与块板相比,不但能节省钢材,而且还可以简化剪磨工艺。但卷板要进行裁剪必须要把卷板展开轧平,所以必须有卷板生产的专用设备,这就是开卷机和轧平机。开卷机负责把卷板展开,轧平机则将展开的卷板轧平,供裁剪机进行裁剪。
一、开卷机
开卷机可分为两大部分:卷板输送部分和开卷部分。共大致构造如图1-10所示。卷板输送部分由输送小车、输送泊缸、对位泊缸以及导轨组成。输送油缸活塞杆的运动带动小车在轨道上运行。卷板中心孔与卷板托架的对位,左右由V形垫块自动对中,上下靠对位油缸活塞杆的升降来实现。当托架上的卷板用完后,早已安放在小车上的备用卷板随小车在输送油缸活塞杆的带动下移到卷板托架前。运用对位油缸升降卷板,对准中心后,再驱动输送油缸让卷板进入托架。托架于卷板输送前,在涨紧油缸的驱动下先收小,以便卷板进入。当卷板进入托架后,再驱动涨紧油缸让涨紧机构牢固地涨紧在卷板中心孔内。然后对位油缸活塞杆缩回,小车在输送油缸驱动下复位,重新装上卷板以供备用。开卷部分是由悬臂主轴、涨紧机构、托架、涨紧油缸以及传动链和电机组成。卷板托架的转动是由链传动带动的,其转动速度要与轧乎机和裁剪机相匹配。涨紧机构是运用斜面原理设计的。在每根托架杆上固寇安装着前后一对斜面滑块,相对应的各有一对可移动的斜面滑抉安装在固定斜面与主轴之间。可移动滑块与涨紧油缸活塞杆相接。活塞杆的前后运动,带动移动滑块运动,从而实现放松或涨紧的动作。
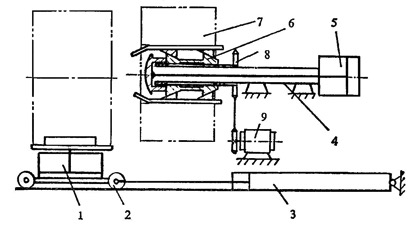
图1-10 平卷机
1-对位油缸;2-输送小车;3-输送油缸;4-悬臂主轴;
5-涨紧油缸;6-涨紧机构;7-卷板;8-传动链;9-电机
二、轧平机
卷板除了开卷外,还必须轧平后才能供裁剪机使用。轧平机是通过多道上下错开的滚轮对弯曲板材施加压力而使卷板得到校正轧平的。轧平机除了轧平轧滚轮外还在前后装有送料滚轮各一对,其作用是负责将卷板送入轧辊并从中拉出,送入裁剪机。轧平机的基本结构如图1-11所示。
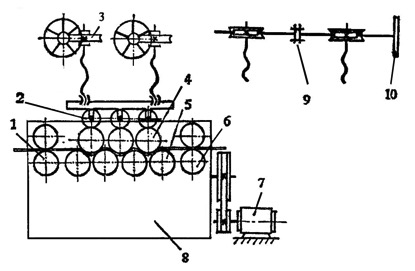
图1-11 轧平机
1-送料滚轴;2-压紧滚轴;3-压紧调节机构;4-上轧辊;5-下轧辊;
6-出料滚轴;7-电动机;8-传动机构;9-联轴器;10-调节手柄
卷板在送料滚轴的驱动下进入轧平机。轧平机有上下两排交错排列的轧辊。下轧辊转动轴承固定安装在机架上,上轧辊的转动轴承可上下调节。压紧调节机构负责施加压力并可随时调整。在压紧板下装有与上轧辊对应的压紧滚轴,用来传递压力。压紧板上装有螺杆,可作上下调节。螺杆由蜗轮蜗杆传动带动,蜗杆上装有手动调节盘。为了使压紧力均匀,压紧板四个角上都装有调节螺杆。为了使一侧两调节螺杆同步,共用一个调节盘并在两蜗杆间装有可调联轴器。卷板轧平后由出料滚轴送出。
|

