《设备管理与维修》
主讲/辛巧娟
第二讲 设备日常保养作业(下)
四、设备的润滑
设备润滑是防止和延缓零件磨损和其他形式失效的重要手段之一,是保持设备完好并充分发挥设备效能、减少设备事故和故障、提高企业经济效益和杜会经济效益都有着极其重要的意义。
润滑在机械传动中和设备保养中均起着重要作用,润滑能影响到设备性能、精度和寿命。对企业的在用设备,按技术规范的要求,正确选用各类润滑材料,并按规定的润滑时间、部位、数量进行润滑,以降低摩擦、减少磨损,从而保证设备的正常运行、延长设备寿命、降低能耗、防治污染,达到提高经济效益的目的。因此,搞好设备的润滑工作是设备操作员进行设备保养工作中的重要环节。
1、理解设备润滑的“五定管理”和“三过滤” 。
设备润滑的“五定管理”和“三过滤”是把日常润滑技术管理工作规范化、制度化,是保证搞好润滑工作的有效方法,也是我国润滑工作的经验总结,企业应当认真组织、切实做好。
(1)润滑“五定管理”的内容如下。
·定点。根据润滑图表上指定的部位、润滑点、检查点(油标窥视孔)进行加油、添油、换油,检查液面高度及供油情况。
·定质。确定润滑部位所需油料的品种、牌号及质量要求,所加油质必须经化验合格;采用代用材料或掺配代用,要有科学根据;润滑装置、器具完整清洁,防止污染油料。
·定量。按规定的数量对润滑部位进行日常润滑,实行耗油定额管理,要搞好添油、加油和油箱的清洗换油。
·定期。按润滑卡片上规定的间隔时间进行加油,并按规定的间隔时间进行抽样化验,视其结果确定清洗换油或循环过滤,确定下次抽样化验时间,这是搞好润滑工作的重要环节。
·定人。按图表上的规定分别由操作工、维修工和润滑工负责加油、添油、清洗换油,并规定负责抽样送检的人员。
设备部门应编制润滑“五定管理”规范表,具体规定哪台设备、哪个部位、用什么油、加油(换油)周期多长、用什么加油装置、由谁负责等。随着科技的发展和经验的积累,在实践中还要进一步充实和完善“五定管理”。
(2)润滑“三过滤”的内容如下:
“三过滤”亦称三级过滤,是为了减少油中的杂质含量,防止尘屑等杂质随油进人设备而采取的措施,包括人库过滤、发放过滤和加油过滤。
·入库过滤。油液经运输入库、泵入油罐储存时要经过过滤。
·发放过滤。油液发放注入润滑容器时要经过过滤。
·加油过滤。油液加入设备储油部位时要经过过滤。
企业设备的润滑“三级过滤”和“五定”制度如图2-1所示。
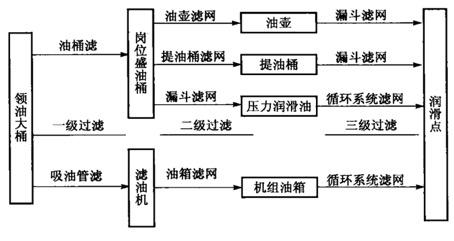
图2-1 设备润滑“三级过滤”和“五定”制度
三级过滤指合格泊品到加注点前必须经过三次以上不同数目滤网。
“五定”制度是指:
①定点按规定向指定的润滑点加油(脂);
②定质按规定向各注油点加合格的油品(脂);
③定量按规定要求加注足量、适量的油品(脂);
④定期按规定时间加、换油(脂);
⑤定人设备润滑落实到人、责任到人。
2、机电设备常用的润滑材料。
机电设备润滑材料有各种各样的,常用的有润滑油和润滑油脂两种:
(1)常用润滑油的种类、牌号。常用的润滑油种类有液压油、工业齿轮油、导轨油等。润滑油的牌号大部分是以40℃时的运动粘度的中心值或范围来划分的。
·液压油:常用的粘度等级为32号、46号、68号三种,牌号为N32、N46、N68抗磨液压油。如机械设备的液压系统用油常采用46号或68号抗磨液压油,机械压力机的润滑系统、液压系统用油常采用46号抗磨液压油.
·工业齿轮油:中、重载荷的齿轮润滑常用的粘度牌号有150号、220号、320号、460号,如桥式起重机的齿轮减速箱常用150号重载荷齿轮油。
·导轨润滑一般选用导轨油,导轨油根据其粘稠度(即浓度)可分为32号、46号68号等常用型号,使用时,会因温度季节和导轨自身特点不同而需要选择不同的粘稠度。导轨油适合用于液压电梯和升降机。
(2)常用润滑脂的种类、牌号。常用的润滑脂种类有通用锂基润滑脂,根据实际需要还可选用钠基润滑脂、钙钠基润滑脂、极压锂基润滑脂等。常用粘稠度等级为00、0、1、2、3等,具体如下:
·低粘稠度等级(0和1)润滑脂的泵送分配性好,适用于集中供脂的润滑系统:
·大多数机械应按说明书规定用粘稠度等级为1或2的脂;
·小型封闭齿轮用稠度等级为0或00的脂;
·在粉尘大的场合下工作的机械,可用粘稠度等级为3或更硬的脂,以阻止污染物侵入。
3、认真执行设备润滑保养标准作业。
设备运行中的油品维护至关重要,高温、氧化、进水、杂质和金属催化等以及不正确的代油和混油和换油不进行彻底清洗,都可能使油品提前老化变质,从而导致摩擦副短寿。因此,必须设严格执行《设备日常保养标准作业书》(表2-2)和《设备润滑标准作业指导书》。
表2-2 压力机日常保养标准作业指导书
| 压力机日常保养标准作业指导书 |
设备名称 |
机械压力机 |
设备编号 |
088-1 |
设备规格 |
JF21-160B |

注:
1、清洁布不能用容易起毛的布料。
2、清洁布脏后,必须清洗干净才能再次使用。
3、严禁用压缩空气清除机床杂物。 |
序号 |
部位 |
基准 |
作业方法 |
周期 |
1 |
润滑油箱 |
油量保持在上下限之间 |
目视,不足则添加润滑油(夏季用32号,冬季用46号普通机油) |
每日班前 |
2 |
压缩空气管路 |
畅通 |
目视,异常则用高压气枪通气 |
3 |
设备接地 |
连接规范可靠 |
目视,地线离断应请电工接好 |
4 |
操作面板 |
无灰尘 |
用清洁布擦拭 |
每日班后 |
5 |
周边环境 |
无铁屑油污,杂乱异物 |
扫帚清扫(油污用木屑吸收)、零件摆放整齐 |
6 |
油箱 |
油中无杂质 |
目视,如杂质太多则换油清洗油箱 |
每个周末班后 |
7 |
模具 |
清洁,无灰尘 |
用毛刷清扫 |
8 |
外观表面 |
无油污,灰尘 |
清洁布擦拭 |
9 |
各水、电、气管线 |
无油液、水液滴漏 |
目视,滴漏则用扳手拧紧 |
10 |
电气柜 |
无积尘 |
柜门常闭,用毛刷清扫(必须关闭总电源) |
每月最后一周,周末班后 |
11 |
导轨及比杆 |
清洁,润滑良好 |
打开防护罩查看,润滑油无或很少则手动加油,适当调整加油时间或停歇间隙 |
4、设备润滑常用的工具如下:
(1)油枪、油壶、油杯,如图2-2、图2-3所示。

图2-2 油壶

图2-3 油枪
(2)加油泵、加油车,如图2-4、图2-5所示。

图2-4 加油泵

图2-5 加油车
5、润滑油存储和取用。已开用的带包装的润滑油必须存储在仓库内,第种润滑油应有专用容器,并在容器上注明所盛载的润滑油品名称(图2-6);润滑脂取用后应将桶盖盖紧,不宜将润滑油脂长久储存于过热或过冷的地方,如图2-7所示。

图2-6 润滑油存储

图2-7 润滑脂的储存
五、设备日常保养常用的工具
在设备日常保养作业中,常常会用到不同的工具。正确合理地使用这些工具,有利于工作效率的提高。常用的工具包括:
1、敲打类的。不同重量的椰头,如常用的椰头有0.25kg、0. 5kg和1kg等几种。
2、紧固类的。不同种类、尺寸的扳手,螺丝刀。如常用的活动扳手有150mm、200mm、250mm等几种;常用的螺丝刀有100mm、150mm、200mm等几种。
3、清洁类的。扫帚、拖把等。
4、润滑类的。各种油枪、油壶等。
5、物料类。棉纱,毛巾、清洗液、清洁桶等。
六、常用机电设备的保养标准作业书
《设备保养标准作业书》是指导操作者进行设备保养工作的指导性文件。每个企业设备类型不同,编《设备保养标准作业书》的方法格式也各不相同,但工作要求是相同的整齐、清洁、润滑、安全。
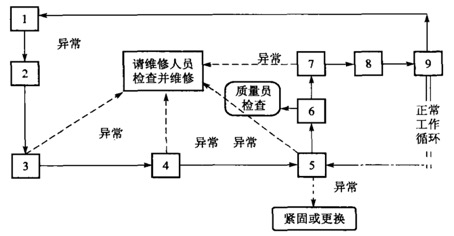
1、冲床保养标准作业书如表2-2所示。冲床日常保养作业流程如表2-3所示。
表2-3 冲床日常保养作业流程图
 |
步骤 |
内容 |
基准 |
作业方法 |
注意事项 |
出现异常时的对策 |
1 |
班前、班后 |
交接班记录 |
填写、查看 |
- |
- |
2 |
设备日常保养 |
参照《日常保养标准书》 |
- |
- |
3 |
所有急停开关处于释放状态 |
手动检查 |
急停开关有否缺失 |
请维修人员处理 |
4 |
开机 |
空运转15~20min |
手动 |
- |
关闭,请维修人员处理 |
5 |
|
各传动机构无异响 |
听 |
- |
通知维修人员检修 |
6 |
生产开始加工前 |
零件毛坏尺寸正常 |
按《工艺卡片》测量 |
检查频次:1次/件 |
不能加工,并请质量人员检查 |
7 |
正在生产中 |
调节设备各参数至适当值 |
调节闭合高度及模具位置 |
- |
- |
8 |
操作者不能离开设备 |
观察设备状况 |
注意加工情况和报警信息 |
停机,请维修人员处理 |
9 |
生产完毕 |
工件下线 |
模具完全停止后才可关机 |
主轴停止前,禁止模具加工区 |
- |
2、设备的交接班表
(1)交接班表的作用:
及时反馈信息,方便解决潜在的问题为提高工作质量打下基础。
提高当班人员团队精神,提高各班合作团队精神。
交接班表中设备问题处理的情况,是各班对工作责任态度详细记录。
通过交接班表,可以及时了解问题,了解各班的工作情况,以及实际工作是否做好。
(2)对操作者交接班要求:
交班的操作者将本班中设备运转和使用情况、产生的故障以及检修情况填写在设备交接班记录中。
接班的操作者对照上班设备交接班记录检查该设备情况,设备无异常情况时,办理交接班手续,交接的双方在交接班记录上签名。
(3)交接时出现问题的处理:
在设备交接班时,发现设备出现异常情况,应及时通知部门生产班组长、设备维修员;交接班双方,应在交接班时交接清楚。因交接班不清、不认真,接班后,当班交接设备发生的故障由接班者负责。
(4)交接班表样式见表2-4。
表2-4 交接班表
返回目录

