《设备管理与维修》
主讲/辛巧娟
第十讲:调整车间设备布局
车间设备布置与企业产品密切相关。设备布置合理与否影响着车间产能、生产效率、产品质量和生产成本。设备布置不合理,可能会导致物料转运距离过长,产生更多的停工等待;也可能转运过多,增加转运过程中发生产品碰撞造成质量问题的可能,同时增加转运方面人力、物力方面的消耗,增加生产成本。因此,合理布置设备对于实现企业或车间的低成本运行有着重要的意义。
本讲学习目标为:
(1)了解企业产品的生产过程。
(2)掌握设备布置的形式、原则和方法。
某企业冲压车间原来的车间平面布置和物流路线如图10-1所示。零件先从材料区——剪板机——存放区——冲床1——冲床2,往返距离154m。要求按照企业精益设备布置的原则进行改善。
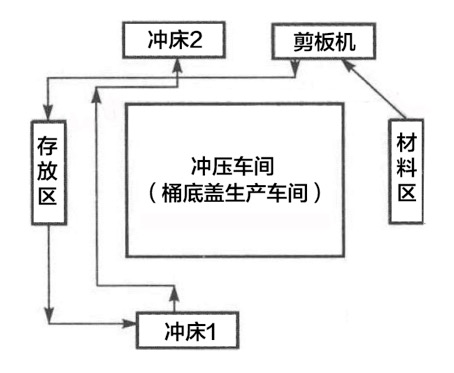
图10-1 某企业冲压车间平面布置和物流路线示意图
企业设备工艺工程布局,指通过分析,决定设备及工序或保管场地等与生产相关的设施的位置。
一、了解传统设备布置模式
1、固定式布置(以产品为中心)。是指所生产加工的产品较大时,以产品为中心,各加工设备、操作平台围绕着产品有序的布局。
2、功能式布置(以设备为中心)。指同种设备布置在一起的、以设备为中心进行加工生产。
3、流程式布置(以流程为中心)。流程式布置是指按照加工工艺进行布置,如图10-2 所示。

图10-2 流程式布置
4、混合式布置(结合前三种布局)。混合式布置是指固定式、功能式和流程式三种布置的混合布置,如图10-3所示。
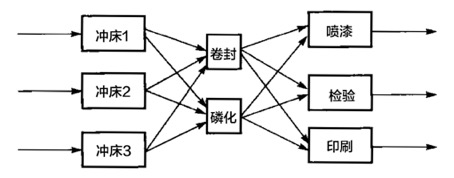
图10-3 混合式布置
二、掌握企业精益设备布置
企业精益设备布置是以现状布局为基础,通过消除人、机、料、法、环各环节上的浪费来实现五者最佳结合的布局。精益布局的目的如下:
(1)提高工序能力。
(2)消除搬运。
(3)提高设备使用率。
(4)提高空间使用率。
(5)减少作业量。
(6)作业环境改善。
企业五种精益布局模式,即串联式布局、并联式布局、U形布局、V形布局、L形布局,如图10-4所示。
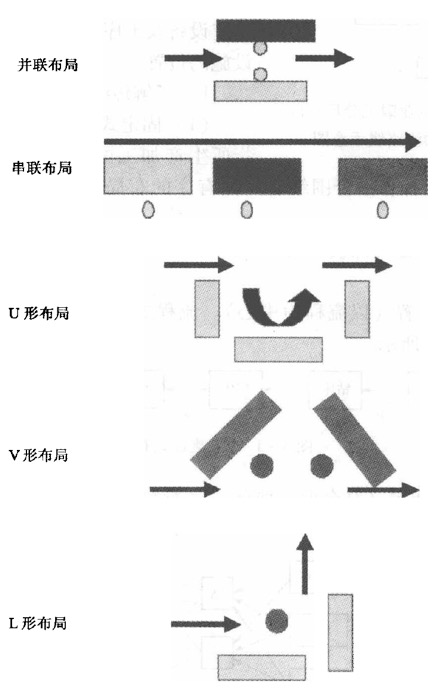
图10-4 企业精益布局模式
企业五种精益布局模式的优点见表10-1。
表10-1 五种精益布局的优点
| 布局模式 |
优点 |
串联式布局 |
①物流线路清晰;
③方便设备维修;
③设备配置按物流路线直线配置;
④扩大时只需增加列数即可;
⑤回收材料与垃圾可用皮带传 |
并联式布局 |
①适合一人操作两台设备;
②步行及搬运距离短;
③可以随时观察设备运作状 |
U形布局 |
①进料和出料口一致;
③一人操作三台以上的设备;
③可以随时观察设备运作状况;
④员工操作步行距离较近 |
V形布局 |
①一人操作两台以上的设备;
②可以随时观察设备运作状况;
③员工操作步行距离较近;
④操作物料流动方向与原物流路线一致 |
L形布局 |
①一人操作两台以上的设备;
②可以随时观察设备运作状况;
③员工操作步行距离较近;
④操作物料流动方向与原物流路线-致 |
三、了解产品的生产过程
企业的生产过程是各种产品生产过程的总和。工业产品的生产过程是指从准备生产该种产品开始,到把它生产出来为止的全部过程。它的基本内容是人的劳动过程,即在劳动分工和协作的条件下,劳动者利用一定的劳动工具和生产设备,按照一定的工艺方法、步骤,直接或间接地对作用于劳动对象使之成为具有使用价值的产品的过程。这个过程是一个增值的过程,这种过程主要有4种类型:转换过程(如将钢卷板进行精洗磷化为洁净钢板)、制造过程(指将原材料加工成特定形状的产品,如用钢板制成桶身)、装配过程(如将桶底顶安装至桶身上)、测试过程。
产品的生产过程一般都可以按工艺性质的不同划分为不同的生产阶段,这些各具特定工艺性质的生产阶段就是工艺阶段,如图10-5产品的生产过程所示。不同的工艺阶段需要不同的物质技术条件,如生产环境和条件,生产设备和管理方法等。划分工艺阶段的主要目的,是为了针对其工艺阶段的特点进行相应的生产管理工作。
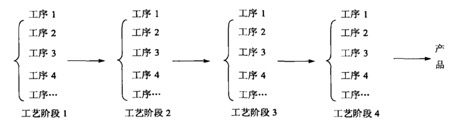
图10-5 产品的生产过程
同一工艺阶段的各项作业活动,因为使用不同的机器设备、工艺方法和工作场地,又可以进一步划分为若干不同的工种和许多不同的工序。
什么是工序?工序就是在一个工作地(或一台设备)上,由一个工人(或一组工人)对一定的劳动对象连续进行的加工(或装配)作业。工序是生产过程最基本的组成单位。每个产品的生产都必须顺次经过各道工序而完成其全部生产过程。工序按其作用可分为工艺工序、检验工序和运输工序。
工艺工序,是使劳动对象发生物理或化学变化的工序,是生产过程的主工序,制造产品的过程,输出半成品或成品。
检验工序,是对原材料、半成品和成品的质量进行检验的工序,输出是质量评价。
运输工序,是在工艺工序之间、工艺工序与检验工序之间运送劳动对象的工序,一般作为辅助工序。
工序的划分取决于对产品(零件)的技术要求、所采用的工艺方法、工艺节拍、设备、劳动分工的情况。一般地说,产品(零件)的技术要求越高,加工工序特别是精加工工序的数目越多,采用的工艺方法和设备越是低效率和通用的。工序划分越粗糙,工序数目越少,生产节拍越低。工序划分的粗细问题也就是工序的集中与分散问题。
例如,制桶企业生产基本上有四大工艺(阶段)分别是冲压、焊接、成形、涂装。每个工艺阶段功能差异很大,如图10-5钢桶的生产过程所示。
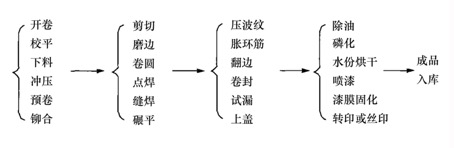
图10-6 钢桶的生产过程
1、冲压工序阶段,主要是利用开卷校平机把卷板料整平,然后利用剪板机进行下料,利用压力机把薄板压制成桶顶底的零件,桶底顶零件再利用压力机进行冲孔翻边和法兰铆合,然后预卷喷胶等几个工艺工序,所需要的设备也不一样,本工序主要设备有开卷校平机、剪板机、压力机、预卷机等。
2、焊接工序阶段,主要是利用焊接设备把桶身板焊接成圆筒。桶身焊接根据各企业不同的工艺所采用的设备也不尽相同。一般情况下的传统工艺,要经过桶身板下料、对焊边进行磨边处理、将桶身板卷成圆筒、点焊定位、缝焊、焊缝碾边等几个过程。主要设备有剪板机、磨边机、卷圆机、点焊机、缝焊机、碾边机等。
3、成形工序阶段,主要是进行桶身的加工成形和总装配。其主要工艺过程为桶身压波纹、胀环筋、两端翻边、桶底顶和桶身进行卷封装配、渗漏试验、桶口上盖等。主要设备有波纹机、胀筋机、翻边机、封口机、试漏机和上盖机等。
4、涂装工序阶段,主要是对机械加工完成的钢桶外表面进行喷漆涂装。一般工艺过程为表面清洗除油、磷化、水份烘干、喷漆、漆膜固化、印刷等几个过程。主要设备有清洗磷化线、水份烘干炉、喷漆室、漆膜干燥炉、丝网印刷机或热转印机等。
四、熟悉设备布置的原则
从产品的生产过程知道,设备布置与产品密切相关,设备布置合理与否影响着车间产能、生产效率、产品质量和生产成本。设备布置不合理,可能会导致物料转运距离过长,产生更多的停工等待;也可能转运过多,增加转运过程中发生产品碰撞造成质量问题的可能,同时增加转运方面人力、物力方面的消耗,增加生产成本。因此,合理布置设备,对于实现企业或车间的低成本运行有着重要的意义。
设备布置的原则主要考虑统一原则、最短距离原则、物流顺畅原则、利用空间原则、安全满意原则、灵活机动原则、工艺原则和经济原则。主要包括:
1、首先满足工艺需要,以满足工艺生产出质量合格的产品为前提。
2、把工序五要素“人”、“机”、“材料”、“作业方法”、“工作环境”有机统一起来,并充分保持平衡。
3、尽量使产品通过各设备的加工路线最短,成本最低。多设备看管时,工人在设备之间的行走距离最短,辅助动作最少,应该符合经济原则。
4、便于运输。如进行大型物料加工的设备(如制桶企业的开卷校平设备)应布置在有桥式吊车的车间里。加工长形卷料的设备尽可能布置在车间的入口处。
5、确保安全,布置得使工作人员既能安全又能轻松作业。各设备之间、设备与墙壁、柱子之间应有一定的距离。设备的传动部分要有必要的防护装置。
6、充分利用车间的生产面积,为有效利用空间,立体利用空间。在一个车间内,可因地制宜地将设备排列成纵向、横向或斜角,不要剩下不好利用的面积。
7、工艺能力匹配,尽可能避免“大马拉小车”或者“大炮打蚊子”的浪费。
8、时刻关注工序污染,并尽量避免。如在冲压设备或精密加工设备旁边最好不要安装、使用污染或粉尘大的设备。
9、柔性化,适应变化,随机应变,采取灵活措施。
五、掌握设备布置的方法
设备布置一般采用工艺导向布局,也称车间或功能布置。首先确定工序阶段的布置,其次再考虑工序的布置。考虑工序的布置时要根据工艺技术部门预先设定好的流程顺序从一个地方转移到另一个地方,每项操作都由适宜的机器来完成。主要有以下3种形式:
1、工艺专业化形式。即把同类型的设备布置在一起,又称机器群或设备群,冲压车间的布置可采取这种方式。
2、专业化形式。即把为制造某种产品所需要的各种不同类型的设备,按工艺加工顺序布置在一起,这种方式比较适合工序相同的产品,一般按批次轮番方式组织生产,桶身成形生产的例子或产品的流水生产线就是这种模式。
3、混合形式。即前面两种形式的结合使用。
六、学会绘制设备平面布置图
设备平面布置图的绘制,主要有以下几个步骤:
1、绘制车间厂房的平面图,标出东南西北方位。
2、用不同的图形、符号表示出车间大门、柱子、墙面、平台、通道以及柱子之间的距离等。
3、绘出各个功能、工艺区域,如材料存放区、成品与半成品存放区等。
4、按比例准确绘出每台套设备占地大小、相对位置。
5、用不同的符号、图形表示不同类型的设备,并标上设备编号、设备型号、规格和设备分类等常用数据和信息。
返回目录

