制桶工艺学
第八章 封闭器成形
第三节 封闭器加工的自动装卸料装置
自动装卸工件装置是由自动机床不可缺少的辅助装置。当机床实现了加工循环自动化之后,还只是半自动机床,因为每当完成一个加工循环后必须停车,由人工进行装卸工件,经过再次启动,才能进行下一次加工循环。在半自动机床上配备自动装卸工件装置后,由于能够自动完成装卸工件,因而自动加工循环可以连续进行,即成为全自动机床。
在封闭器成形生产中,滚丝机和点焊机装上自动装卸料装置后,车削机床装上卸料机械手后,均成为全自动机床。
8.3.1 自动装卸科装置的类型和特点
自动装卸料装置通常俗称自动上下料装置,或自动上料装置。一般所说自动上料装置通常都包括卸料机构在内。
在封闭器成形中自动装卸料装置采用单件毛坯上料装置。根据其工作特点和自动化程度不同,可以分为料仓式上料装置和料斗式上料装置两种型式。
在车削机床中采用料仓式上料装置,在滚丝和点焊机中采用料斗式上料装置。
料仓式上料装置是一种半自动的上料装置,它不能使工件自动定向,需要用人工定时将一批工件按照一定的方向和位置,顺序排列在料仓中,然后由送料机构将主件逐个送到机床夹具中去。
料斗式上料装置是自动化的上料装置,工人将单个工件成批地任意地倒进料斗后,料斗中的定向机构能将杂乱堆放的工件进行自动定向,使之按规定的方位整齐排列,并按一定的生产节拍把工件送到机床夹具中去。
8.3.2 自动装卸料装置
料仓式和料斗式装置在实现送料、装料和卸料等过程中所用的机构具有共同性。所不同者仅在料斗式上料装置具有可使工件自动定向的料斗,因此下面将首先分析组成装卸料装置的各种基本机构,然后再分析封闭器的自动定向方法和料斗的结构。
一、自动装卸料装置的基本机构
如图8-48所示是桶塞自动上料装置。它由料斗、弹簧、转盘、出料口、料槽,料斗底盘等组成。
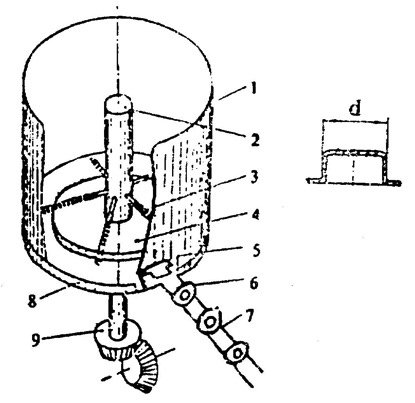
图8-48 桶塞自动上料装置
1-料斗;2-转轴;3-弹簧;4-转盘;5-出料口;
6-工件;7-料槽;8-料斗底;9-锥齿轮
图8-49所示是板口转筒滑槽式自动上料装置。它由取料板、转筒、定向滑槽、棘轮剔除器、振动器等组成。
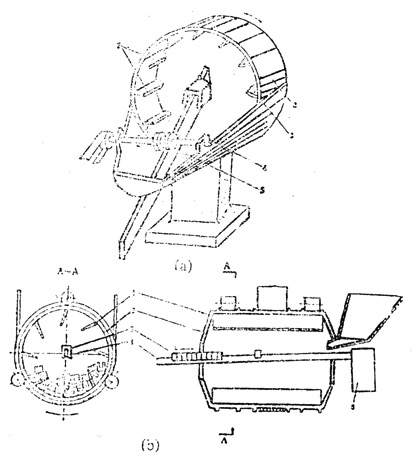
图8-49 板口自动上料装置
1-取料板;2-转筒;3-板口;4-定向滑槽;
5-棘轮剔除器;6-振动器
上述两种装卸料装置,虽然在结构上千差万别,但它们都是由如下基本职能机构所组成。
(1)料斗:用来接受,贮存成堆散乱的工件(料仓式无料斗)。如桶塞上料装置中的料斗,板口上料装置中的转筒。
(2)定向机构:用来使散乱的工件按一定方位定向排列起来(料仓式不需要此机构)。桶塞上料装置中的弹簧和出料口,板口上料装置中定向槽均是起定向作用的定向机构。
(3)料仓:储存已定向的工件,调剂供求平衡。桶塞上料装置的输料槽,板口上料装置的定向槽兼料仓。
(4)料道:靠自重将工件自定向机构运送到到贮料仓或工序间运送工件。桶塞上料装置的料槽,板口上料装置的定向槽,均是料道。
(5)上料器:把已定向的工件,按一定的生产节拍和方位送到机床上。如图8-50所示。
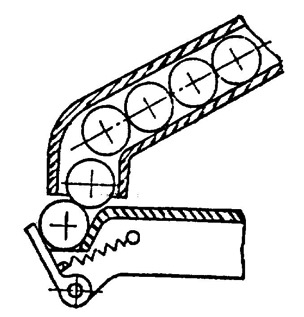
图8-50 上料器
(6)隔料器:把待上料的工件与其余工件分离,使之单个工件给料(在桶塞上料装置由上料器兼隔料器)。
(7)卸料器:从工作地点取走工件。
(8)搅动器:搅动工件,增加定向或然率或防止工件架空堵塞,在桶塞上料装置中转盘,板口上料装置中的转筒均起搅动器作用。
(9)剔除器:剔除定向位置不对的或多余的工件,使之返回料斗中,桶塞上料装置中的弹簧、出料口、转盘和板口上料装置的棘轮均起剔除器作用。
(10)安全保险机构:当发生卡料等事故时,能使上料装置自动停车或保险机构打滑(常用安全离合器或摩擦传动机构),防止损坏机构。
为了避免毛坯过多损坏机构和保持规定的工作条件,通常设有自动调节送料量的专门机构,一般有两种方法。
(1)当料道充满毛坯时,发出料满信号,停止毛坯的供给(停止抓取机构或使它滑过毛坯或关闭接收口等)。
(2)将多余毛坯排入其它料箱或返回料斗中,此法有非生产消耗。
一种理想的上料装置,应符合以下要求:效率高,供料速度快,工作可靠,噪声小,不损伤工件,结构紧凑,使用寿命长,易维护修理和制造成本低廉。
在封闭器生产中各种具体的自动上料装置中,为了完成预定的装卸工作,不一定需要全部具备上述机构。在最简单的情况下,甚至可以依靠工件的自重从料仓(由输料槽兼)直接进入机床的加工位置而不需要其它机构。专用车削机床的自动上料装置就是这祥的。
二、料斗装置的自动定向
料斗式上料装置具有自动定向机构,能实现装卸料完全自动化。工人的职责仅是把毛坯成批地倒人料斗中,并对上料装置以及整个机器的工作过程进行监督。
在料斗式上料装置中,毛坯的抓取定向机构是一个很重要的机构,若解决不好毛坯的自动抓取和自动定向,就不可能实现毛坯的自动上料。
根据工件定位的要求,使散乱的工件,在运输和装料过程中,自动按一定方位整齐排列起来称为自动定向。
在自动定向过程中,应限制工件的五个自由度(保留一个装料或输料自由度),但根据封闭器的形状特征和复杂程度,限制的自由度只有四个。由于封闭器具有二个对称面(或对称线),因此定向二次。
根据封闭器的形状,采用了型孔筛选法定向方法。其原理是利用定向机构上一定形状和尺寸的孔穴,对工件选行筛选分离。只有截面形状和位置与型孔一致的工件,才能通过而获得定向排列。在这种定向机构中,大多数作连续回转运动。如桶塞、板口上料装置均是如此。
三、料斗装置的平均生产率
采用料斗式上料装置的机床生产节拍快装料频率较高。因此在选择定向方法和料斗的结构时,必须分析料斗的供料生产率是否满足机床生产率的要求。堆积在料斗中的工件能否被定向机构所抓取,是有一定的偶然性的,即具有一定的概率。所以料斗的供料生产率不是恒定的。有时可能高于机床的加工生产率,有时可能低于机床的加工生产率,但应使料斗的平均供料生产率比机床的加工生产率略高,这样便不会出现输料槽全空无料的情况。考虑到输料槽充满工件使料斗不能出料的情况可能经常出现,所以各种料斗装置在结构上都采取了相应的措施,例如,采用安全离合器、定向机构上具有相应的弹性环节,以及当输料槽充满时使多余的工件重返料斗等。
料斗装置的平均生产率可用下式表示:
Q平均=Z·P·n·K (件/分)
式中 Z——定向机构中取料均件数;
P——每一取料机构能同时抓取的工件数;
n——定向机构每分钟工作循环数(转/分或双行程/分)。
K——取料构件的充实系数。
充实系数K表明定向概率的大小,它取决于一系列因素:工件的形状特性,定向机构的结构和工作条件,料斗的结构特点等。充实系数的大小一定程度上说明料斗的工作性能,一般需由实验决定。
对于桶塞上料装置,P=1,所以
Q平均=z·n·K (件/分)
对于板口上料装置, z=1,所以
Q平均=P·n·K (件/分)
四、料斗装置的结构
1. 桶塞上料装置的结构
桶塞上料装置的结构见图8-48。
它的工作过程是当工件成批杂乱地倒入料斗内,锥齿轮带动轴和转盘一起转动时,工件被搅动,并按照一定方向移动。在料斗壁的下方开有与工件相适应的出料口。当工件在出斜口边缘经过时,凸缘向下的毛坯在弹簧和周围零件的推动下通过出料口进入料槽,而输送机床。方位不正确的毛坯只能从出料口边缘滑过。
2. 扳口转筒滑槽式上料装置
板口转筒滑槽式上料装置结构见图8-49。
它的工作过程是当大批扳口倒入料斗后,扳口被取料板由转筒底部带到高处,散落在定向滑槽上,定向正确的板口可以沿定向糟进入输料槽。定向不正确的就落在滑槽上也将给棘轮剔除器剔除并落入转筒底部。

