制桶工艺学
第七章 冲压
第一节 冲压设备和工艺
7.1.1 冲压设备
一、冲床
2. 冲床的基本参数
选用冲床肘,主要考虑冲压的工艺性,工厂现有设备等请况。所选冲床的压力吨位,应比制件所需的压力吨位稍高,冲床的封闭高度,行程及台面漏料孔的大小均应满足使用要求。
具体地说,在为完成某一工序而选用冲床时,必须考下列主要技术参数。
(1)公称压力。每台冲床都有一个压力吨位指标,通常称为公称压力,又称额定压力(国产冲床的公称压力系列,按和的等比级数排列,例25、40、63、80……吨)。
(2)滑块行程。滑块行程是指滑块在曲轴旋转一次从上死点到下死点经过的距离,其值为曲轴偏心距的两倍。
(3)行程次数。行程次数是指滑块每分钟往复次数。滑块从上死点到下死点,然后再回到上死点称为一次。
(4)工作台面尺寸。工作台面尺寸是指长度与宽度,一般应比冲模底座的尺寸大切50~70毫米。
(5)封闭高度。冲床封闭高度是滑块在下死点时,滑块底面到工作台上平面(不包括扳厚度)间的距离。
(6)装模高度和调节量。冲床装模高度是滑块在下死点时,滑块底面到工作台垫板上平面间的距离。
为了在冲床安装不同高度的模具,装模高度可通过连杆螺丝在一定范围内调节。当滑块在下死点时,连杆螺丝把滑块调整到最上位置,此时滑块底面到工作台上垫板上平面间的距离,称为最大装模高度。当滑块在下死点时,由连杆螺丝把滑块调整到最下位置,此时滑块底面到工作台垫板上平面间的距离,称为最小装模高度。
最大装模高度与最小装模高度的差值,称为装模高度调节量。
冲床的装模高度,必须大于模具闭合高度。
模具闭合高度是指冲模在最低工作位置时的高度。模具闭合高度应与冲床的装模高度相协调。否则,模具无法安装到冲床上。
冲模的闭合高度H模应介于冲床的最大装模高度H大及冲床的最小装模高度H小之间,即
H大>H模>H小
一般按下列关系选择:
H大-5>H模>H小+10
模具安装在冲床上的有关尺寸,见图7-3和表7-1。
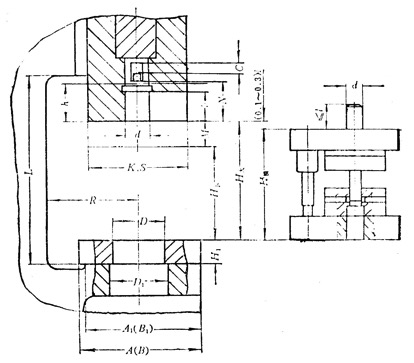
图7-3 模具装在冲床上的有关尺寸
表7-1 冲床技术规格的参数
| 代号 |
参数名称 |
单位 |
P |
冲床公称压力 |
吨 |
h |
滑块行程 |
毫米 |
n |
滑块每分钟行程次数 |
次/分 |
M |
连杆调节长度 |
毫米 |
H大 |
冲床的最大装模高度 |
毫米 |
H小 |
冲床的最小装模高度 |
毫米 |
d |
滑块上固定冲头把的孔径 |
毫米 |
l |
滑块上固定冲头把的孔深 |
毫米 |
R |
冲头把中心到床身间的距离 |
毫米 |
H1 |
垫板厚度 |
毫米 |
A(B) |
垫板长(宽) |
毫米 |
D |
垫板上孔径 |
毫米 |
A1(B1) |
工作台台面长(宽) |
毫米 |
D1 |
工作台台面孔径 |
毫米 |
L |
台面到导轨间的距离 |
毫米 |
N |
顶件横梁到滑块下表面间的距离 |
毫米 |
C |
顶件横梁行程 |
毫米 |
K、S |
滑块底面尺寸 |
毫米 |

