制桶工艺学
第七章 冲压
钢桶生产中,钢桶顶底盖和桶口件的生产常用冷冲压加工(以下简称为冲压)。钢桶顶底盖的冲裁、拉伸、翻边,桶口件的落料、冲孔、拉伸;钢桶顶盖与螺圈的锁装均由冲压加工完成。因而冲压加工在制桶生产中有着很重要的地位,它是制桶生产中应用广泛的一种加工工艺。
冲压是金属压力加工方法的一种,它是在室温下借助模具在冲床上进行的加工方法。
由于桶底盖和桶口件成批大量的生产,采用冲压加工,不论在技术方面还是在经济方面,都有着显著的优点,它不但能获得重量轻、强度高、刚性好、外表光滑美观的制品,而且操作简便、劳动强度低。当冲压材料是条料或卷料时,又很容易采用机械化自动化装置迸行自动冲压,提高生产率。
第一节 冲压设备和工艺
7.1.1 冲压设备
一、冲床
1. 冲床的冲压过程和冲压力
(1)冲床的冲压过程。板料在外力作用下产生弹性压缩和弯曲变形,随着外力不断增大,板料的内应力达到弹性极限。当外力超过材料弹性极限,达到屈服极限时,开始产生塑性变形。如果再加大外力,超过了材料的极限强度,板料便开始断裂、分离。冲压就是利用金属板料的这种性质,使材料分离或变形,从而得到所需形状和精度要求的制件。
(2)冲床工作过程的压力变化。冲床滑块的压力,在冲压全行程中不是一个常数,而是随着曲轴转角的变化而变化。图7-1所示为曲轴冲床在工作过程中,压力的变化情况。当滑块在全行程的中间点时,压力仅为公称压力P公的50%,当滑块在接近下死点的,压力达到最大值,即相当于滑块工作行程为ha=(0.05~0.07)H时的压力。
压力变化的计算公式是
P=P公/2sinα (见图7-1(a))
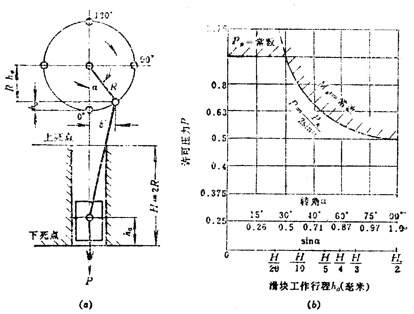
图7-1 曲轴冲床压力的变化情况
(a)冲床原理图;(b)许可压力曲线
冲床的公称压力,是指滑块接近下死点前某一特定距离,或曲轴转角离下死点前某一角度时的压力。这个角度称为工作角度(通用曲轴冲床一般为25°~30°)。对应这个角度滑块运动的那一段距离称为工作行程。一般压力机说明书上,都不注明工作角度和工作行程,仅注明滑块行程。滑块行程和滑块工作行程是两个不同的概念,工作行程是滑块行程的一部分,它的计算公式是:
式中 S——以下死点为计算,曲柄转角为α时滑块的位移(见图7-2);
α——由下死点算起的曲柄转角(度);
R——曲柄半径(毫米);
λ=R/L——连杆系数,其中L为连杆长度。
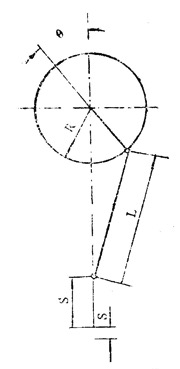
图7-2 滑块的位移

