制桶工艺学
第六章 涂装
第一节 油漆涂装设备和工艺
6. 1. 3 涂装工艺
一、涂装工艺流程
1. 涂装工艺流程图
制桶最常用的涂装工艺流程如图6-16所示,其工艺流程是漆前表面处理——水份烘干——喷涂——漆膜烘干。
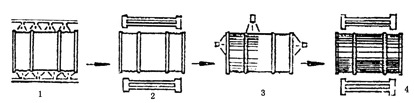
图6-16 涂装工艺流程图
1-漆前表面处理;2-水份烘干;3-喷涂;4-漆膜烘干
2. 涂装工艺各环节的目的和手段
(1)漆前表面处理。对一般钢桶来说,漆前表面处理主要是除油清洗。钢板表面的油污影响漆膜的附着力和干性,漆膜常见缺陷如起泡、锈蚀也往往始于油迹处。因此在钢桶喷涂前必须将油污清除干净。最常用的漆前除油方法有碱液清洗、有机溶剂清洗、表面活性剂清洗、乳化液清洗等。它们的基本原理是借助溶解力、物理作用力(如热运动、搅拌力、摩擦力等)、界物活性力、化学反应力(如皂化、氧化还原等)、吸附力来清除钢桶上的油污。
(2)水份烘干。主要是将漆前处理——除油水洗后的水份烘干,并将钢桶预热。钢桶表面如留有水份,是极不利于喷涂的,对漆膜也将造成严重的不良影响,因此必须在喷涂前使钢桶表面保持干燥。而钢桶的预热又给喷涂,尤其是喷涂后的漆膜干燥打好基础。水份烘干由专用烘房来完成,一般俗称为前烘房。
(3)喷涂。喷涂是钢桶涂装的主要环节,钢桶的抗腐蚀性、耐候性等主要由喷涂质量来决定。目前制桶生产主要采用的是油漆喷涂,喷涂的方法是空气雾化喷涂和无空气高压喷涂两种。随着制桶工艺的发展,粉末啧涂以及静电涂装法已开始进入制桶行业。
(4)漆膜烘干是采用加热使漆膜完全固化,烘干的漆膜在硬度、附着力、抗腐蚀性、耐候性能等方面一般都比自然干燥的漆膜好得多。漆膜烘干目前主要采用对流加热的方式,热源主要还是蒸汽。随着远红外等新技术的发展,目前也有采用辐射加热来烘干漆膜。
二、涂装工艺要求和注意问题
1. 除油清洗
除油清洗的工艺要求是钢桶表面油污洗净,并将清洗液也清洗干净,使钢桶被涂表面不留妨碍喷涂的有害物质,以保证喷涂质量。
在除油清洗中须注意以下问题:
(1)加强工艺管理。清洗工艺应严格执行操作规程,否则易产生锈蚀和未清洗净等质量事故。每天应检查清洗设备的技术状态(如泵、喷嘴、排风机等),加强维修。严禁钢桶停留在清洗机中。如因故短期停车,请洗机仍应继续运转,以防止停留在消液区的钢桶因干燥而产生锈蚀,停机时消液区应喷水雾。每班应定期检查清洗液的温度,浓度,清洗液的油污程度和被洗钢桶的清洁度等工艺参数。
(2)注意水洗质量。钢桶在经过清洗除油后,表面势必残留清洗剂,它对涂层是有害的,会影响涂层的附着力,也会由于清洗剂所含碱类、盐类的吸潮性而引起涂层的早期起泡。为此必须将残留的清洗液清除干净,进行水洗(也可称为漂洗)。水洗可以采用二级水洗,每一级的用水沾污度不得超过前一级用水的1/10,经过二次水洗后,表面残留液的浓度就降低了100倍。这些残留的极微量的清洗剂对钢桶涂层己影响不大了,是可以容忍的,不会妨碍涂层质量。
(3)泡沫及其控制。工业用清洗剂一般只要求产生低泡。泡沫多,消洗液会以泡沫形式大量溢出,不但污染场地,而且使清洗液消起损失严重,清洗浓度无法保证。因而要注意控制泡沫的大量生成。控制方法可以在清洗液中加入消泡剂,或设置减速板等装置来防止泡沫的大量生成。
2. 喷涂
喷涂的工艺要求,首先要求涂层均匀,无漏喷露底和流挂现象。其次是对漆膜厚度的要求,根据钢桶国家标准要求,漆膜厚度不得小于0. 020mm。
在喷涂中须注意以下问题:
(1)喷枪的调整。在喷涂时必须将喷枪调节到最适宜的喷涂条件。对空气雾化喷涂来说,就是将喷枪的空气压力、喷出量和喷雾图样幅度三者的关系调整好。空气压力高,雾化则细,但涂料飞散也多。反之空气压力过低,喷雾变粗,又成为产生桔皮、针孔等缺陷的原因。喷枪的喷出量主要靠增压罐中的压力来调节,喷枪的针阀也可略加调整,主要以喷雾细度满足涂装要求为标准。喷雾图样的幅度是以椭圆形的长径来表示,椭圆形长径上下侧稍薄,但只要前后有一定的搭接,便可得到厚度均匀的漆膜。两侧喷枪的喷雾幅度须按钢桶直径调节,否则将喷雾飞散或中间漏喷,应引起注意。无空气高压喷涂的喷出量与喷涂幅度取决于喷抢喷嘴孔径,只要选用合适的喷嘴孔径就能获得满意的配合,当然也要随时注意喷嘴的磨损,发现问题,及时更换。
(2)喷枪的安装。喷枪的安装主要与喷涂距离和喷涂方向有关。喷涂距离是指喷嘴到钢桶表面的距离。喷涂距离过近,喷幅缩小,单位时间内形成的漆膜就增厚,易产生流挂;喷涂距离过大,喷幅增大漆膜变薄,漆雾飞散大,涂料损失增大。喷涂距离与漆膜厚度及涂着效率的关系如图6-17所示。
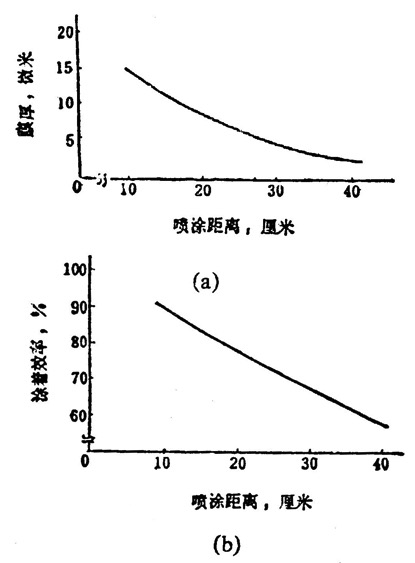
图6-17 喷涂距离和膜厚及涂装效率
喷枪的喷涂方向是指喷枪对钢桶的角度,应保持喷枪与桶钢表面呈直角。如果喷枪倾斜,则如图6-18所示,得不到厚度均匀的漆膜,易产生条纹和斑痕。但在钢桶顶底涂喷中,考虑其从外缘到中心各部位需用漆量不一样,因此特意将喷枪与被涂表面呈一斜角安装。由于桶顶底外缘比中心的旋转线速度大,两相作用抵消,正好能获得厚薄均匀的涂层。
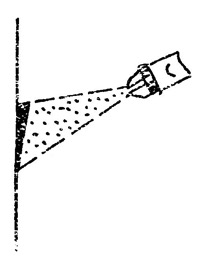
图6-18 喷枪倾斜的涂层
(3)运行速度。喷枪的行走速度和钢桶的旋转速度要配合适当。喷枪的行走要求匀速,否则得不到均匀的漆膜。运行速度的配合可使喷雾搭接保持在有效喷雾图样幅度的1/4~1/3之间,可使漆膜厚度保持均匀。喷枪的行走速度与膜厚的关系如图6-19所示。
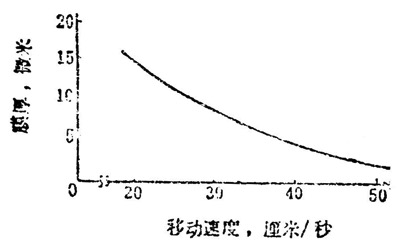
图6-19 喷枪行走速度与膜厚
3. 烘干
漆膜烘干的工艺要求是漆膜完全干燥,即漆膜完全固化,根椐钢桶国家标准,烘干后的漆膜附着力不低于“钢桶漆膜附着力测定法”的2级水准。
在烘干中须注意以下问题:
(1)烘房内工艺管理。应严格掌握烘房内温度,使之符合涂料的工艺要求,并注意烘房内温度的均匀性,严格遵守烘干规范。严防烘不干、烘干不均匀和过烘干等现象。因为只有完全固化的漆膜才具有优良的机械强度、附着力、硬度和耐各种介质的作用。未烘干透的漆膜性能显著下降,过烘于漆膜的机械强度也显著下降,变脆和失去附着力。烘房内空气要按工艺要求进行循环流动,以利于溶剂挥发和漆膜干燥。烘房内还必须按工艺要求及时适量地排除废气,以防止发生事故和有利于漆膜质量。此外,烘房内须保持清洁、无灰尘,进入烘房的新鲜空气必须过滤,保持干净。
(2)溶剂挥发。除粉末涂料和电泳涂层外,溶剂型涂料,尤其是氧化聚合型涂料(如酚醛树脂等)在烘干时,不宜立即进入高温。在烘干时最好有一段晾干时间,使湿膜漆有一定的展平机会,得到光泽性好的漆膜,并使漆膜内部溶剂大量挥发。烘干温度要从低温徐徐升到规定温度,否则在烘干过程中易产生“针孔”和“起皱”等弊病,影响漆膜质量。

