制桶工艺学
第五章 卷边
第一节 卷边设备和工艺
5.1.2 卷边工艺
一、工艺流程
卷边工序处于桶身整形加工工序之后,桶顶底盖在冲削成形装上注入孔与透气孔的螺圈后也被送到该工序,加工制成钢桶成品。
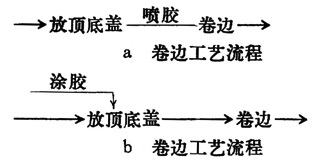
1.平卷边的工艺流程
对于卷边工艺的流程,各单位根据各自的条件和要求,可以采取不同的工艺及工艺走向。在一些日产量比较高、生产能力强、流水线高速生产的厂家,限于产量大、流程快及其他条件限制,一般a流程的为多。即在卷边的同时,精确地说,是在卷边开始前瞬间,通过喷胶机构把封缝胶喷在钢桶卷合面上。但一些产量少的厂家往往采用b流程。即在放桶顶底盖之前,用手工把封缝胶涂在桶顶底盖的边缘上。这种手工涂胶工艺与喷胶工艺相比,劳动强度大且不易涂刷均匀。也有一些厂家具有喷胶的能力,但为了保证钢桶的防渗漏性能万无一失。采用的是a、b结合的工艺流程。
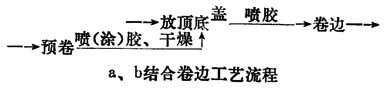
2. 圆卷边的工艺流程
圆卷边的工艺流程和平卷边的相似,也有在涂敷封缝胶的时间和方式上存在着不同的差异,即有着a,b两种不同的工艺流程方式。
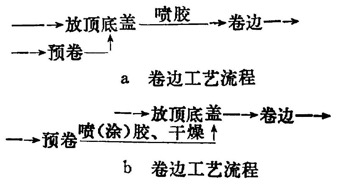
圆卷边的工艺流程与平卷边的工艺流程的最大区别,就在于做圆卷边的桶顶底盖在盖之前,一般须先进行预卷、与平卷边的类似,也有采用a,b工艺流程结合的厂家,这种结合的工艺流程具有明显的优点。在上顶底盖之前,桶顶底盖的预卷处被喷上一层薄薄的封缝胶,经干燥后形成一圈弹性的胶质垫圈。在卷边时再在卷边的结合面上喷上胶水。这样,干湿两种封缝胶互为补充。干燥的封缝胶能防止在卷边时被甩出去,而造成封缝胶的量不够、湿润的封缝胶能在卷边时充满卷合部中微小的细缝。特别是在卷边顶端的空隙中,干、湿两种封缝胶能起到互补的作用。但是由于采用二道封缝胶喷涂工艺,在喷涂的数量、时间和喷射压力方面要掌握恰当,防止在卷合部位的封缝胶过多,造成飞溅的现象,造成封缝胶的浪费。
二、工艺要求
1.卷边工艺尺寸
卷边工艺尺寸如图5-12所示。其中内径φ560±2毫米,全桶高900±3毫米,桶顶底深19±1毫米,理论容积大于210升。其中卷边规格各厂家可能不尽一致。图中尺寸是现在采用的五层平卷边的工艺尺寸。七层圆卷边目前虽己广泛推广, 但工艺尺寸尚不统一。
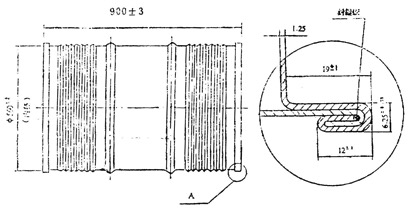
图5-12 卷边的工艺尺寸
对于卷边工艺的尺寸而言,其内径、全桶高、桶顶底深度都是由前面的工序所制成的半成品就己经初步确定了,这就要求卷边工序在卷边成形的过程中,最终达到国家标准的要求。
2. 卷边的工艺要求
(1)卷边表面平整、光滑。
(2)卷边不能有抽丝、起毛、二道压痕等。
(3)卷边后不许有“铁舌”。
(4)卷边卷层的缝隙内应充有具有弹性的封缝胶。
3. 卷边喷胶或涂胶的要求
在卷边过程中,无论采用何种方式涂敷封缝胶、是采用机械喷胶方式还是手工刷涂,都要求封缝胶覆盖均匀、无遗留、保证在卷边完成之后,卷边卷层的缝隙内充满封缝胶。
(1)机械喷胶。机械喷胶方式是在预卷机上或在卷边机卷边的同时,用安装在卷边机上的喷枪向桶身和桶底盖接合边缘喷射封缝胶。
机械喷胶有三个问题要解决:
①封缝胶的喷射数量问题。封缝胶的喷射数量要掌握在一个恰当的数量上。喷射过多,一是在卷边的高速旋转中,封缝胶被大量甩出,造成飞溅,污染机械设备及周围环境。二是卷边不能全部包含过多的封缝胶,结果封缝胶被挤出卷层、污染钢桶表面,给以后钢桶涂装造成困难。三是造成封缝胶浪费。同样喷射过少,则封缝胶不能覆盖均匀,有遗漏。卷边后的卷层缝隙中不能保证充满封缝胶,钢桶的防渗漏、防泄漏性能降低。掌握正确的封缝胶的喷射数量一般有二个手段,首先可以控制喷射的时间长短,时间长则数量多,时间短则数量少。其次可以改变喷枪的孔径,来控制喷枪的出口流量。
②喷射封缝胶的时机问题。喷射封缝胶的最佳时机是在卷边机将钢桶的桶身及桶底盖夹紧后,滚轮开始下压滚卷之前的那极短的一瞬间。过早喷射,卷边机尚未将桶身及桶底盖夹紧,封缝胶喷射不到涂敷部位,浪费封缝胶,起不到封缝胶的作用。喷射过晚,滚轮己开始滚卷桶身及桶顶底盖边缘组合部,卷曲的部分将遮挡喷射的封缝胶,该部位不能喷到封缝胶,造成遗漏,对钢桶的防漏性能也是不利的。由于喷射封缝胶的最佳时机仅是那极短的一瞬间,用人工操作来捕捉就极为困难。所以在目前的设备上,一般都设有专门的联动机构,使喷枪能在滚卷前的那一瞬间,恰好打开枪口,进行喷射,由机械机构来保证喷射在最佳时机时进行。
③啧射的部位问题。桶身和桶顶底盖的结合边缘是卷边的部位,封缝胶当然也应该喷射在该部位上才能在卷边完成后起密封的作用。除此之外,封缝胶喷在任何别的部位上,均是喷射部位不当,都会使卷层内的封缝胶或是过少,或是遗漏,降低防漏性能。但是在卷边过程中,经常会出现由于桶身碰撞、跳动等原因,使喷枪的安装位置发生变化而造成了喷射部位的改变。这就要求操作人员经常注意观察、及时予以调整。
喷胶虽然具有涂敷时间短、涂敷均匀、适合流水线作业、机械自动操作的优点。但由于封缝胶在喷胶系统中是用压缩空气压力输送的、以及有些封缝胶对某些金属敏感,会造成管道,喷嘴等堵塞,这样会产生喷不出、喷出无力或不能喷到喷胶部位,以及喷胶数量不够等问题。而这些问题又经常会发生在正常的流水线作业过程中,一旦发生直到被纠正,其间已有一大批卷层中缺少封缝胶的成品桶已经生产出去了,且这些钢桶同正品的桶也很难区分开,从而造成大批的成品桶返修的现象。基于这个缘故,操作人员一定要经常、不断地注意喷胶情况、发现有误能及时处理。
(2)手工涂胶。手工涂胶是指用人工的方怯,用刷子将封缝胶涂刷在桶顶底盖的翻边周围上。虽然人工涂胶具有涂敷时间长、劳动强度大,涂层厚薄不均,且有的封缝胶中含有挥发性的有毒溶剂,对操作者的劳动保护不利等缺点。但该方法同时也具有操作简单、不需要专用的喷胶机械、适用小批量生产的生产线上,且人工刷涂,不会造成大批成品桶返修的现象,不易因封缝胶遗漏产生漏桶等优点。
(3)机械喷胶和人工涂胶的结合型。这种结合类型它既有别于在卷边的同时用喷枪喷胶的机械喷胶,也有别于手工用刷子涂胶的人工涂胶。它有一个专门的喷胶机械,但不是安装在卷边机上,而是一个独立的机械设备。涂敷时,人工将桶顶底盖放在该喷胶机上,打开开关,喷胶机的喷枪向顶底盖的边缘喷射封缝胶。当喷完一周时,关闭开关,将顶底盖拿下,待其干燥或将其烘干,然后装上桶身,进行卷边。
这个方法的特点是:其劳动强度和生产率介于机械喷胶和手工涂胶之间。但机械喷胶的三个问题,它都很容易解决。同时,它也没有手工涂胶涂层厚薄不均的问题。是中小型生产厂都比较合适的涂敷方式。

