制桶工艺学
第五章 卷边
第一节 卷边设备和工艺
2.卷边成形的两大要素
钢桶半成品的接合边缘组合尺寸和胎具的曲线形状是卷边成形的两大要素。
若要使钢桶的桶身及顶底盖经卷合成为我们自己所设定的形状及要求。必须确定一个合理的、可行的钢桶半成品的接合边缘组合尺寸和胎具的曲线形状,即一个合理、正确的卷边工艺。
一般说来,无论是卷合成双重的五层卷边还是三重的七层卷边,由于在卷边过程中,桶顶底盖总是走卷合部的外圈,桶身总是走卷合部的内圈。所以桶顶底盖的翻边尺寸总是比桶身的扳边尺寸要大些。钢桶半成品的接合边缘组合尺寸的大小及它们之间的差值是按照人们所设计的卷合部成形后的形状及大小所决定的。当然,材料的厚度也是相当重要的决定因素。
钢桶半成品的接合边缘组合尺寸及材料厚度的关系有以下公式供参考(见图5-4):
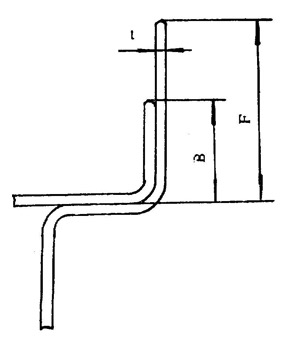
图5-4 卷边组合尺寸的关系
美国:顶底盖翻边 F=19t;桶身扳边 B=0.44F。
国内:顶底盖翻边 F=23t;桶身扳边 B=O.41F。
以上公式中,t——钢板厚度;F——翻边宽度;B——扳边宽度。
在应用以上公式时,一定要结合卷边的形状来加以选择参考。美国的适用于双重矩型卷边,国内的适用于双重普通的平直型卷边。
由于顶底盖的翻边尺寸总是大于桶身的扳边尺寸,所以在卷合过程中,总是由桶顶底盖先和胎具(滚轮)接触,进行卷曲。而且由于桶顶底盖放置在桶身的外缘,因此在卷边中,滚轮主要是和桶顶底盖进行滚压。在此过程中,滚轮的轮槽曲线形状先决定了桶顶底盖的卷曲形状。而桶身则是在这个过程中,不断地沿着桶顶底盖正在进行着卷曲的内缘进行卷曲成形的。但这并不是说,桶身是在所有的桶顶底盖的卷曲都已经完成之后才进行卷曲成形的。因为在整个卷边过程中,桶顶底盖和桶身的卷曲几乎是同时在瞬间完成的。只是由于它们各自的尺寸和放置的位置不同,以及促使它们变形的对象不同,才造成了它们变形的先后快慢的不同。
目前,由于研制者的着眼点和理解的不同,卷边成形后的形状也呈多种多样。如双重五层的卷边,有平直型、圆涡型,矩型等。三重七层的卷边,有三角型,半圆型、圆涡型、梯型等,如图5-5所示。各种形状的卷边形状其实并无明显的优劣之分。之所以形状会变得如此多种多样,这主要是受到各种条件的限制,在各个单位,由不同的众多开发者各自研制开发下,必然会产生这种结果。
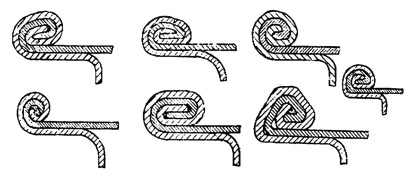
图5-5 三重卷边形状
滚轮轮糟的曲线形状虽然取决于卷合部的形状,大小和钢材的规格,但还要考虑到在卷曲时材料引导的便利。同时,由于三重卷边要比双重卷边经历更多的弯曲变形,因此要达到七层的程度,轮槽的曲线形状必须使桶身在桶顶底盖前翻边弯曲变形后能顺利地卷曲。同时,由于桶身卷曲是在桶顶底盖的内缘进行,所以轮槽曲线的圆弧变化要给桶身的翻边的卷曲变形留有余地。
钢桶半成品的接合边缘组合尺寸的确定奠定了卷边能否完成以及卷合多少层数的基础,而胎具的轮槽曲线形状则是卷边能否顺利进行达到预计的卷合形状及程度的保证。
因此,在决定卷边的两大要素时,必须充分地考虑到它们之间的联系及不同点。
3.卷边过程中的受力分析
钢桶在卷边过程中,卷边滚轮作用在钢桶卷边上的力P如图5-6所示,它不与桶体的任何一根轴线及母线相平行,而是形成一个空间力系。
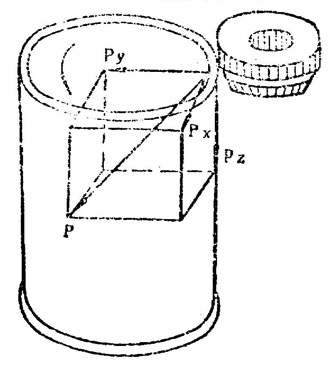
图5-6 卷边力的分解
按照力的分解,P可分解为三个分力。
即 Px——沿钢桶圆周边缘的切向分力;
Py——指向钢桶中心轴方向的径向分力;
Pz——沿钢桶圆柱体的母线的轴向分力。
则  (N)
(N)
Px的作用是使卷边滚轮绕钢桶的圆周旋转的力;Py的作用是使卷边滚轮向钢桶中心径向推进,并使钢桶捅身与桶底盖接合边缘,发生变形的主要作用力之一;Pz的力较小,它会使钢桶产生脱离钢圈的趋势。但由于它较小,且有滚轮轴上的轴承的限位作用,与两边钢圈对钢桶的夹紧力相比,是很小的。为简化计算,可以忽赂不计。
由于头道滚轮压下和二道滚轮压下卷边时所受的力Px、Py、Pz的大小是不同的。根据有关方面测定的数据可以知道,二道滚轮压下卷边时的主要分力Py的数值要比头道滚轮压下卷边时的Py值几乎大一倍。这主要是由于冷作硬化的作用。在经头道滚轮作用后。钢桶材料的弹复极限提高了,而塑性却降低了。在这种情况下,再作第二道滚轮滚压,欲使材料继续发生塑性变形的力必然是要增加了。所以计算时,一般都采用第二道卷边的数值。同时由于Pz通常仅为Py的1/10,因此在计算时Px值可以忽赂不计。
如图5-7所示,是滚轮在卷边过程中,滚轮与钢桶的接合边缘进行卷合时的受力情况分析图。其中: r0——卷边滚轮半径;rcp——钢桶卷边时的平均半径。
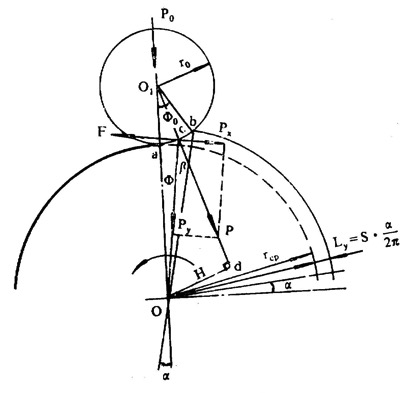
图5-7 卷边力的分析图

