制桶工艺学
第五章 卷边
在制桶过程中,钢材坯料在经过裁剪、磨边、卷圆、缝焊、扳边、波纹、涨筋之后,就需把桶身的半成品和桶顶底盖卷合起来,以形成一个完整的钢桶成品。这样的卷合过程,称为卷边加工。通常人们用机械滚卷的方式,来完成这样的卷合。卷边机(或称封口机、滚边机)就是达到这种目的的一种专用设备。钢桶作为一种贮存和运输石油产品或与之类似的非腐蚀性液体的包装容器,要确保钢桶内装物(尤其是危险物品和高档产品)的质量和安全。因此,卷边机在将钢桶身坯和顶底盖坯卷合成形的过程中,必须保证该卷合部位成形后具有一定的强度和刚性、以及良好的防渗漏,防泄漏性能,能满足钢桶成品在灌装、贮存、运输和搬运过程中所承受的各种重压、碰撞、跌落等恶劣条件。
钢桶成品承受各种恶劣条件的能力是钢桶成品质量的一个重要的衡量标志。它几乎综合着除钢桶外观指标外的所有的工艺指标。而卷边工艺又是其中最为关健的一道工序。因为卷边后钢桶卷合部卷合情况的好坏、将直接影响到钢桶成品品质的优劣。同时,它又是整个制桶工艺的最终反映。卷边加工涉及到钢桶生产所使用的材质、钢桶身坯裁制的精度、焊接时焊缝两头的质量,扳边、波纹、涨筋的尺寸变化和顶底盏坯的冲制精度等情况、以及生产钢桶所使用的胎具形状,尺寸、硬度及卷边机的状况等都会影响到卷合部卷合的质量,甚至于在目前人工操纵机械的情况下,操作人员的操作水平不太熟练,稍有疏忽,也会使卷边出现质量问题。卷合的质量除各种外部因素外,其自身的卷边工艺的合理性和先进性也是十分重要的。在卷合时,如果采用不同的胎具曲线形状卷合部也会形成完全不同的卷合状态。
目前、国际上对于运输各种危险物品都有着严格的规定。除了规定危险物品在灌装、保存、运输方式等方面必须符合各项标准之外,对于装运危险物品的包装容器的品质更是制定了明确而严格的标准。目前,国标上通用的《国际海上危险货物运输规则》(简称《国际危规》)就是一项对于海上运输一般危险货物的规则。它按照所运输货物的危险程度,将装运这类货物的包装容器所必须达到的质量标准要求分为Ⅰ类、Ⅱ类、Ⅲ类标准。装运Ⅰ类危险物品就必须用具有Ⅰ类标准品质的包装容器来装运,即只能用同类或高于同类标准品质的包装容器来装运该类物品。因此、国内现在已有许多生产钢桶的厂家,为满足客户外贸出口物品包装的需要,已经开始参照《国际危规》的规范,生产国外已广泛应用的钢桶三重卷边以替代双重卷边,并采用新型的封缝胶替代传统的红糖骨胶,以提高钢桶卷合部的强度、刚性和密封性能。这种新型卷边型式的开发和应用,已经为提高我国钢桶包装容器的品质等级,以及危险货物的出口运输,提高我国包装容器产品的形象,起到了重要而积极的作用。
应该看到,我国的制桶业基础还是相当薄弱,在不少制桶厂还在使用简单的半机械单头卷边机。这与国外目前普遍采用的微机控制的全自动化、生产节拍高达15~20只/分的新型卷边机相比,差距还很大。近来,随着改革开放和对钢桶的质量要求越来越高的发展趋势,我国己从国外引进了包括新型卷边设备在内的先进制桶设备。通过消化吸收改造,可以相信,卷边机的全面更新换代及国产化的日子已经不远了。
第一节 卷边设备和工艺
5.1.1 卷边设备
一、卷边成形原理
1.卷边过程
(1)卷边的形成。卷边时,采用两个具有不同沟槽的滚轮,在桶身和顶底盖接合边缘作先后顺序的连续滚压,使桶身与钢桶顶底盖的边缘沿胎具所具有的曲线形状相继发生弹性变形与塑性变形,而使其互相紧密地卷合在一起。在接合部内有弹性的封缝胶、因受挤压而充满于卷合部的全部缝隙之中。钢桶半成品的接合边缘桶身扳边和桶底的预卷部分组合尺寸及胎具的曲线形状,决定了成形后的卷合部卷合形状、层数和程度。
(2)卷边成形中的变形过程。卷边通常按其卷合层数分为双重卷边和三重卷边。双重卷边形成的加工过程可见图5-1。图中显示的是二重矩型卷边的形成过程。其中(1)是头道滚轮与桶顶底盖的翻边接触; (2)、(3)、(4)是表示头道滚轮逐渐对钢桶中心移动时卷边的弯曲变形情况;(5)是表示头道滚轮完成卷边作业;(6)是表示二道滚轮与卷边部位接触的位置;(7)、(8)、(9)表示二道滚轮向钢桶中心逐渐移动进给时卷成形成的情况;(10)是表示二道轮完成卷边作业,即为二重卷边完成的规格尺寸。
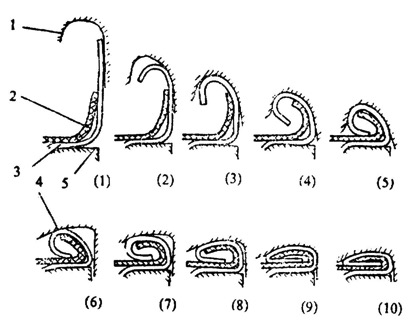
图5-1 双重卷边形成过程
1-头道滚轮;2-桶身;3-桶顶底盖;4-二道滚轮;5-钢圈
在卷边过程中,由图5-1可见,钢桶的桶身和顶底盖材料在两道滚轮的连续作业下,经历了一个从开始发生弹性变形阶段到最后发生塑性变形阶段的过程。通常卷边滚轮的轮槽曲线都是由三条不同的线段所组成的。为了区别,可以分别称为直线导入段A、过渡圆弧曲线段B、卷边工作段C。滚轮的轮槽曲线大致如图5-2所示。
在目前常用的二重卷边中:人们都采用二个滚轮来完成整个的卷边过程。由第一道滚轮来完成卷边过程中的大部分弯曲变形。而把剩余的弯曲变形及全部的整形过程由第二道滚轮来完成。
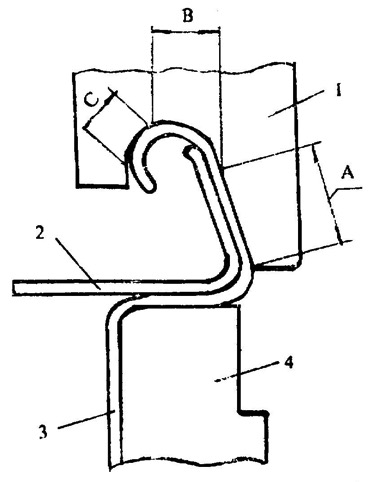
图5-2 二重卷边轮槽曲线和卷边变形
1-滚轮;2-桶身;3-桶顶底盖;4-钢圈
在卷边起始初期,钢桶卷边部位即桶身和顶底盖接合边缘,进入头道滚轮的轮槽之中(见图5-2)。在轮槽曲线的直线导人段A和部分过渡圆弧曲线段B内,材料受滚轮的滚压,开始出现变形。如果这时,将滚轮和材料脱离接触,钢桶材料还会恢复其原来的状况,即材料才开始发生弹性变形。这个由直线导入段和部分圆弧段所组成的使材料发生弹性变形的弹复变形区域A段内,其大小取决于钢桶所用材料的材质和所接触的该区域内直线导入段的直线斜率以及圆弧的曲率大小。然而,在此之后,当头道轮继续下压,材料与过渡圆弧段的接触面将持续增加,过渡圆弧对材料的侧向作用力不断增大。材料在过渡圆弧曲线的滚压作用下,发生较大的弯曲变形。当材料在滚轮的滚压作用下所发生的弯曲变形,即使在滚轮和材料脱离接触,材料也不能完全恢复原来的状况时,材料就产生了塑性变形。这是由于材料在滚轮的滚压作用下,材料内部所产生的应力大小己经超过了材料的弹性极限。该应力的大小己达到足够使材料发生塑性变形的程度,为卷边工作的顺利完成做好准备。随着卷边头道滚轮的继续下压,钢桶卷边部位的板材经过度圆弧曲线的B段,进入C段,即卷边工作段。卷边工作段是完成钢桶卷边的关键阶段,在此段内,卷边部位按预先设计的要求完成卷边的大部分工作。卷边工作段的圆弧曲率半径是根据板材的厚度、机械性能,和我们要求达到的卷边形状等因素决定的。例如:200升钢桶的二重平卷边的头道滚轮卷边工作段曲率半径的决定是依据其钢板材料为低碳钢,板厚为1.25mm,卷边形状为二重五层的矩形卷边,而选取了曲率半径R=2.5mm。如果上述的三个因素中的一个发生变化,从而获得所希望的弯曲程度。在卷边中,钢桶半成品经过头道滚轮的滚压作用后,一般就能获得大概的卷合形状了。
钢桶半成品经头道滚轮作用后,虽然获得了大致的卷合形状,但其卷合部是松散的、不严密的、不完整的。这并不能满足作为金属包装容器对卷边的要求。所以钢桶仅采用一道滚轮卷合是不够的,还必须经二道滚轮的进一步滚压,才能完成整个卷边过程。
在二道滚轮对卷合部实施进一步滚压之后,钢桶卷合部的钢材发生了更进一步的塑性变形,同时由于加工硬化的作用,最后使卷合部成为一个紧密的,具有足够强度和刚性的、并具有防渗漏及防泄漏性能的、按人们所设定形状的卷边。
对于三重七层卷边,由于桶身和顶底盖材料在卷边成形中需要经更多的弯曲变形,半成品的接合边缘的组合尺寸较二重卷边更大,也即卷边时滚轮的进给距离更大,所以人们通常采用三个滚轮三次作业过程来完成卷边。人们常常先把桶顶底盖进行预卷,使其边缘先弯曲成一个曲率较大的形状。这个经预卷所产生的变形,通常不能在第一、二道滚轮上获得。但也有例外,有的生产厂家生产速度较低,根据自己设计的三重卷边的形状及设备的条件,用二个滚轮完成三重卷边工艺。但是,一般说来,大多是采用三个滚轮方式来完成三重卷边的。三重七层圆卷边这种特殊工艺,可以使钢桶底盖经预卷后先获得一个变形,再经第一道、第二道滚轮更进一步的变形及整形加工后,就能得到七层卷边。如图5-3所示,是三重圆卷边的形成过程。显示了三重卷边的三次作业过程。其中1是作业前的原始情况,2、3、4、5是表示预卷滚轮逐渐对桶顶底盖中心移动时对顶底盖进行预卷的、情况;6、7、8、9、10是表示第一道滚轮逐渐向钢桶中心进给时进行卷边的情况,11、12是表示第二道滚轮完成卷边作业时的情况,其中12即为三重卷边完成后的规格尺寸。
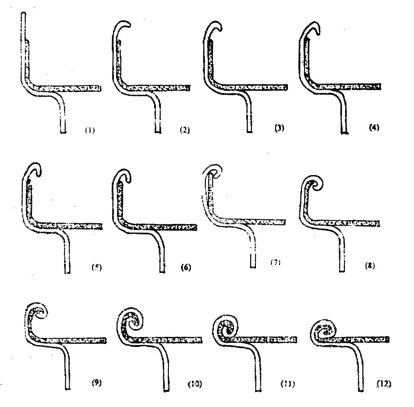
图5-3 三重卷边成形过程
在三重卷边中,预卷所产生的变形一般有一个范围。不能过大、也不能过小。变形过大,材料卷曲的太厉害,预卷变形形成一个近似小圆弧,留有的缺口太小、桶身扳边凸缘在卷边过程中不能良好地插入。同时由于变形所产生的冷作硬化作用过大,也不利于卷边过程中的进一步变形。当然,变形过小,材料没有弯曲到所需的曲率,就不能起到预卷的作用。
三重卷边和二重卷边的形成过程,具有以下一些不同点:
① 三重卷边在卷边成形中需经过更多的弯曲变形,以形成三重七层的圆卷边;而二重卷边所需的变形较小。
② 三重卷边一般都需经三次作业过程;二重平卷边则大多采用二次作业就够了。
③ 三重卷边要形成完美的七层,对半成品的尺寸精度,以及滚轮轮槽的曲线形状的要求更为严格;而二重卷边的要求则相对较低。

