制桶工艺学
第三章 焊接
第四节 焊接的常见缺陷与改善措施
二、内部缺陷
当点缝焊设备性能不稳定,焊接规范选择不当,焊件表面清理不净,电极不合规定等原因会造成焊点内部缺陷,如常见的焊点内部裂纹,缩孔、核心偏移,结合线伸入,成分不均匀等。这些缺陷及其原因和改进措施可参考表3-11。
焊点核内裂纹、缩孔、结合线伸入的缺陷在核心冷却结晶过程中出现,这时点、缝焊核心在封闭塑性环中结晶,加热集中、温度分布陡,加热与冷却速度极快,缝焊形成的焊点处于多次加热熔化状态,结晶多在失压条件下,冷却条件更差,缺陷比点焊更多见。
结合线伸入缺陷多见于铝合金、不锈钢及一些铁基、镍基高温合金在点、缝焊核心边缘有索状夹杂物或未熔合的缝隙,由于缺陷是沿结合线方向生成,所以称作结合线伸入,也可称为夹杂物伸入。这种缺陷与材料化学成分,材料表面状态及所选用规范有关。
环形层状花纹是焊件接头采用交流电加热时,可在核心内发现沿周边逐渐向内的环形层状花纹,环带接电源频率二倍而变化。当加热时间过长,大大超过3τ(τ为材料的热时间常数)时可在轻合金与钢材焊接核心中发现。这种缺陷会因核心内组织成分不均匀,而使强度分散度扩大,强度降低。
表3-11 点、缝焊接头主要内部质量问题一览表
| 名称 |
质量问题 |
产生的可能原因 |
改进措施 |
简图 |
内部缺陷 |
未焊透或熔核尺寸小 |
电流小,通电时间短,电极压力过大 |
调整规范 |
表3-11简图(1)、(2) |
电极接触面积过大 |
修整电极 |
表面清理不良 |
清理规范 |
焊透率过大 |
电流过大,通电时间过长,电极压力不足,缝焊速度过高 |
调整规范 |
表3-11简图(3)、(4) |
电极冷却条件差 |
加强冷却,改换导热好的电极材料 |
重迭量不够(缝焊)裂纹、缩松、缩孔 |
电流小,脉冲持续时间短,间隔时间长 |
调整规范 |
表3-11简图(5)、(6)、(7)、(8) |
点距不当,缝焊速度过高。
焊接时间长,电极压力不足,压力加得不及时 |
调整规范 |
熔核及近缝区淬硬 |
选用合适的焊接循环 |
大量飞溅 |
清理表面,增大电极压力 |
缝焊速度过高 |
调整焊速 |
核心偏移 |
磁场分布对贴合面不对称 |
调整热平衡(不等电极端面,不同电极材料,改为凸焊等) |
表3-11简图(9) |
结合线伸入 |
表面氧化膜消除不净 |
高熔点氧化膜应严格消除并防止焊前的再氧化 |
表3-11简图(10) |
内部缺陷 |
板缝间有金属溢出(内部飞溅) |
电流过大,电极压力不足 |
调整规范 |
表3-11简图(11) |
板间有异物或贴合林紧密 |
清理表面,提高压力或用调用电流波形 |
边距过小 |
改进接头设计 |
脆性接头 |
熔核及近缝区淬硬 |
采用合适的焊接循环 |
表3-11简图(12) |
熔核成分宏观偏析(旋流) |
焊接时间过短 |
调整规范 |
表3-11简图(13) |
环形层状花纹(洋葱环) |
焊接时间过长 |
调整规范 |
图3-11简图(14) |
气孔 |
表面有异物(镀层、锈等) |
清理表面 |
图3-11简图(15) |
胡须 |
耐热合金焊接规范过软 |
调整规范 |
图3-11简图(16) |
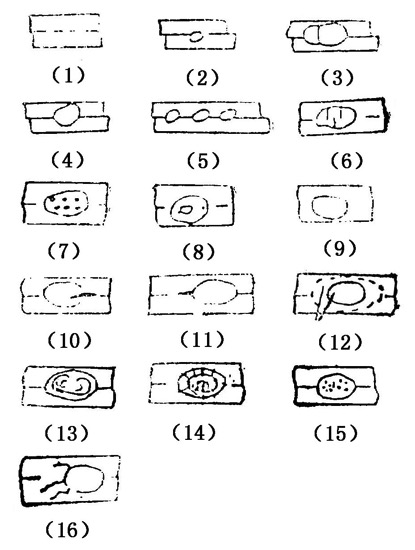
表3-11 简图
3.4.3 焊接件结构常见缺陷与改善措施
焊接件结构缺陷对钢桶焊接而言主要是焊缝搭接边的错位,预点焊板间鼓起。自动缝焊机的机臂刚性,导向定位部件调整是造成焊缝搭接边错位的主要原因。预点焊时焊点间板间鼓起主要原因是人工装配搭接边时操作不当或端面定位靠模位置不正确。板材本身翘曲也可能造成钢桶桶身焊接的结构缺陷。一般的结构缺陷,产生原因及改进措施可参考表3-12。
表3-12 焊接件常见缺陷分析
| 缺陷种类 |
产生的可能原因 |
改进措施 |
焊点间板件起皱或鼓起 |
装配不良、板间间隙过大 |
精心装配,调整 |
焊序不正确 |
合理焊序 |
机臂刚度差 |
增强刚性 |
搭接边错移 |
没定位点焊或定位点焊不牢 |
调整定位点焊规范 |
定位点焊点距过大 |
增加定位点焊点 |
夹具不能保证夹紧焊件 |
更换夹具 |
接头过分翘曲 |
装配不良或定位点焊距离过大 |
精心装配,增加定位焊点数量 |
规范过软,冷却不良 |
调整规范 |
焊序不正确 |
合理焊序 |
上述缺陷中未焊透、不气密、脆性接头、喷溅受损、搭接边开裂等在一定范围内可以修复的。如对不气密桶身焊缝在漏点上施以气焊或氢弧焊补焊,也可再次进入半自动缝焊机补焊;脆性接头可经热处理改善。
复习题
1. 电阻焊的物理本质是什么?
2. 钢桶焊接常使用什么电阻焊机? 为什么?
3. 为什么电阻焊机的焊接电流很大?
4. 试述电阻热表达式的应用意义。
5. 试述焊接区的总电阻组成及各组成部分的大致比例。
6. 试述点焊热平衡方程式中各项参数的意义及所占比例。
7. 什么是电阻焊接的自律作用?
8. 焊接区塑性环怎样形成,有何作用?
9. 电阻焊机负载持续率?%有何应用意义?
10. 电阻焊机外特性有何应用意义?
11. 电阻焊机二次回路的结构特点和电气特点有哪些?
12. 简述电阻焊接变压器的特点及功率调节原理。
13. 大功率电阻焊接变压器的一次绕组为什么多采用串-并联方式?
14. 解释电阻焊接生产常见的开关电路过渡过程。
15. 钢桶点焊及缝焊常见工艺焊接循环是怎样的?
16. 钢桶点焊及缝焊工艺规范参数有哪些?
17. 电极压力是怎样影响焊接接头质量的?
18. 电阻焊接时发生喷溅现象的机理是什么?
19. 焊接工艺规范的种类及应用有哪些?
20. 电阻焊接中,缝焊与点焊的焊接原理有什么相似之处?又有什么不同?

