制桶工艺学
第一章 绪论
第二节 钢桶国家标准和各项质量指标
1.2.2 钢桶各项质量指标
钢桶的质量指标主要有外形质量指标和检定性质量指标。本书主要讨论的是200升小开口钢桶,以下我们就以200升小开口钢桶为例来讨论钢桶的各项质量指标。
一、钢桶外形质量指标
1、钢桶的形状和尺寸
200升小开口钢桶(以下简称钢桶)的形状如图1-8所示。
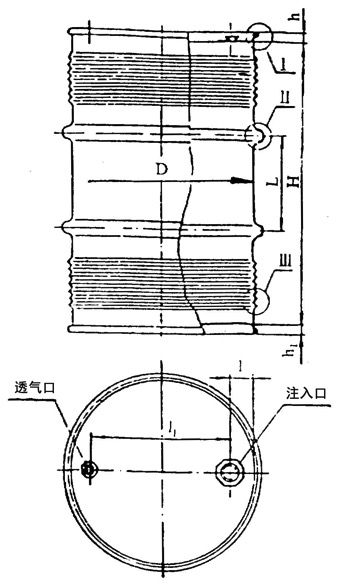
图1-8 钢桶结构尺寸
结构尺寸如下:
内径D为560±2 mm
内高H为850±3mm
环筋高A为14±2 mm
环筋间距L为280±3 mm
波纹高B为3±1 mm
桶顶深h为19±1 rnm
桶底深h1为19±1 mm
注入口中心至卷边内侧的距离l为75±2 mm,
注入口中心至透气口中心的距离l1为415±4 mm
2、钢桶内外表面保护层质量指标
钢桶内外表面保护层若采用油漆涂装,则要求漆膜附着力不低于附录A规定的2级,若采用镀锌钢板则要求锌层厚度不小于0.010mm。此外还要求漆膜平整光滑,颜色均匀,无起皱和流淌等缺陷,锌层完整,组织紧密,不得有起层起泡等缺陷。
3、钢桶外观质量指标
钢桶外观质量要求钢桶圆整,无毛刺与机械损伤,卷边无铁舌。钢桶的凹瘪不多于两处,每处面积不大于桶身面积的0.7%。桶身直缝补焊不多于2处,焊疤表面平整,宽度不大于原焊缝的1倍,总长度不大于直缝长度的10%。环筋顶部不允许补焊。钢桶卷边允许整圈补焊,焊缝平整均匀。桶内洁净,无锈,无渣及其它杂质。
二、钢桶检定性质量指标
1、气密试验
小开口钢桶的气密检验气压值:Ⅰ级要求为30kPa,经检验无漏气。Ⅱ、Ⅲ级要求为20kPa,经检验无漏气。
2、水压试验
小开口钢桶的水压检验压力值:I级要求最小为250kPa,保压5分钟无漏气多Ⅱ、Ⅲ级要求最小为100kPa,保压5分钟无漏气。
3、 跌落试验
Ⅰ级要求跌落高度为1.8m,跌落后无渗漏、不开裂;Ⅱ级要求跌落高度为1.2,跌落后无渗漏,不开裂;Ⅲ级要求跌落高度为0.8m,跌落后无渗漏、不开裂。
4、堆码试验
堆码的高度为8 m,持续时间为24小时,经检验,钢桶不应有可能降低其强度或引起堆码不稳定的任何变形和严重破损。
三、钢桶其它质量指标
钢桶封闭器装配质量要求封闭器配套齐全,装配后密封良好,并保证配合件的互换性。小开口钢桶封闭器装配后的高度必须低于凸边。
钢桶的桶身、桶顶、桶底均由整张薄钢板制成,不允许拼接。
复 习 题
1、制桶设备的改造经历了哪些过程?本厂的钢桶现状已到了哪个阶段,如何进一步改造?
2、提高制桶设备的自动化程度,应从何处着手?
3、采用卷板作为制桶原材料后,制桶设备应作哪些相应的改造?
4、制桶有哪些主要设备?本厂的这些主要设备的结构、性能如何,可作哪些改进?
5、制桶一般工艺流程包括几大部分,并详细说出各部分的工艺流程。
6、本厂现用怎样的制桶工艺流程?分析其优缺点,并作出进一步改进的设想。
7、制桶加工采用了哪些工艺手段?各有什么特点?
8、建国以来,关于制桶有哪些国家标准?
9、钢桶是如何分类的?本厂生产的钢桶属于哪一类?
10、对钢桶有哪些基本的技术要求?
11、钢桶检验有哪些基本试验方法?
12、钢桶的外形质量指标主要有哪些?简述其主要内容。
13、钢桶检定性质量指标有哪些?简述其主要内容。

