|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第二节 焊接
1.2.3 焊接的工艺要求和操作技术
焊接的工艺流程对手动焊接来说是:钢板卷圆→点焊预装配→直缝焊接。自动焊接省去了点焊这一环节,卷圆后直接缝焊。
一、钢板卷圆
1、卷圆工艺要求
钢板卷圆的工艺尺寸要求如图1-31所示。要求形成的圆形桶身两端口平齐。不得有明显的螺旋,即曲率在周向均匀分布并保持一致。
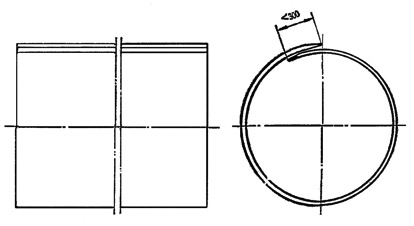
图1-31 卷圆工艺尺寸
2、卷圆操作
卷圆操作是比较简单的。要达到上述工艺要求,主要必须做好两件事。一是调整好轧辊的位置;二是钢板送进要平直。
轧辊的相对位置决定了卷圆曲率大小,尤其是调整辊的位置更是直接与曲率相关。位置靠近,则曲率增大;位置远离,则曲率减小。轧辐的平行度影响卷圆的扭曲,即产生螺旋。尤其是上、下轧辊间,如不平行,则钢板运行速度就会有差异,造成一边快,一边慢,后果是钢板扭曲。侧辊的不平行将造成曲率不一致。因此,调整轧辊的相对位置是卷圆操作中最重要的工作。请随时根据产品质量调整轧辊位置。调整方法很简单,只要调节轧辊的调节螺栓即可改变轧辊的位置。
钢板送进卷圆轧辊时必须平直,要两边同时送进。如果发生倾斜送入,即一边先进卷圆口,那么也会出现螺旋现象,严重的还将轧死在卷圆机内。
二、点焊预装配
1、点焊工艺要求
点焊预装配的工艺尺寸要求如图1-32所示。要求点焊连接牢靠。但也不能过份,出现烧焦,甚至烧穿现象。点焊面要光滑,无金属严重外溢。
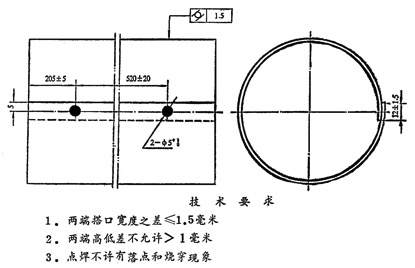
图1-32 点焊工艺尺寸
2、点焊操作
点焊操作也不复杂。其工艺尺寸中,板间搭接量是由Z形靠模保证的;焊点位置是由可调的限位挡板加以固定的。因此,操作时要注意调整限位挡板和注意Z形靠模的磨损量。此外,在操作时还要注意下面几个问题。
①调节焊接工作参数。要使点焊达到工艺标准的要求,必须要有恰当的工作参数,如焊接压力、焊接电流等。如果这些工作参数超过了许可范围,质量一定会出问题。因此必须根据外来气源、电源的变化来调整好工作参数。调节气压可以调节调压阀;调节电流可以调节闸刀变换电压,进行粗调,调节“热量调节”旋纽进行细调。
②电极的修整和更换。点焊机的电极在焊接过程中,会磨损、变形以及被脏物沾污,这都将影响焊接质量。所以必须对电极进行修整或更换。修整方法前面已详细讨论过,这儿不再赘述。修整电极是经常性工作,要勤快,不要到问题很严重了再去修整,这样既影响质量,修整也困难得多。另外,电极有时还会发生滑移现象,这主要是电极夹头的刚性不够。此时更换刚性更好的电极夹头。
三、直缝埠接
1、缝焊工艺要求
直缝焊接的工艺尺寸要求如图1-33所示。焊接直缝要求平直、光滑。不得有烧焦、焊裂现象,两头必须焊接到头,而且不允许出现裂口。焊接直缝在规定压力的气压或水压下不得有渗漏现象。
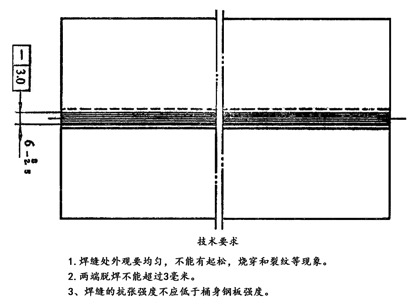
图1-33 焊缝工艺尺寸
2、缝焊操作
手动缝焊机的操作是制桶生产中十分关键而又是比较复杂的一种操作。因为是手动人工送进,所以送进速度和电极轮压下时间都要靠操作工人掌握。操作工人两手把稳桶身,将直缝对准电极焊轮;脚踩在脚踏开关上。当直缝端头进入焊轮中心时,即刻踩下圆盘形开关。时间要掌握得恰当,太早了会出现“裂口”;太晚了又会“焊不到头纱”,出现所谓“自头”。然后要把准方向,直缝不得歪斜扭曲。焊到另一头了,又得掌握恰当时间踏下脚踏开关,让电极轮松开,时间掌握得不好,也会产生上述缺陷。因此,操作工人在操作时必须做到手、眼、脚并用,由大脑指挥协调动作,才能生产出符合工艺标准要求的焊接直缝。除了上述具体操作外,缝焊操作还要注意下面几个问题。
①调节焊接工作参数。缝焊的工作参数包括加压机构的压力,焊接电流的大小,热量、指令电压,压力继电器的压力等等。这一系列工作参数与焊接质量有很大关系,所以必须随时注意调整。加压机构的压力可以调节调压阀;焊接电流的调节可以通过改变焊接变压器级数和控制箱上“热量调节”来进行,如果使用反馈时只要调节指令电压大小,即可调节热量大小,压力继电器压力只要调节继电器即可。
②电极焊轮的调整、修整和更换。上、下电极焊轮中心必须对准,如有偏移必须调整。带动焊轮旋转的滚花轮或磨擦轮的压力须调整到足以克服焊接压力所引起的阻力,保证焊轮不打滑,痕迹清楚,但也不宜过紧,否则压力过大,将引起电机过载。焊轮的焊接工作窄面须保持平整、清洁,上下窄面如发生偏移、倾斜则必须修整,严重的须进行更换。修整时可以使上电极焊轮上升并保持旋转,然后用工具进行修整,这样可使修整面平整光滑,保持一致。更换焊轮时,注意不可敲打,以免变形。
③导电通路的润滑和清理。导电通路在电极轮轴处要注意保持润滑,开机前必须将石墨蓖麻油混合剂用专用注油器注入导电旋转部位。在使用过程中,如果电阻值激烈增大,超过100微欧时,则可断定导电接触面导电不良。此时须清理各个导电接触面,使接触电阻减小,保证导电畅通。
④气路的畅通。为了保证气路的畅通,要及时将储气筒和滤清器中积有的蒸汽和水份放掉。油雾器中的油用完也要及时补加,以保证活塞及气阀的动作准确灵敏。
四、自动缝焊机的操作
自动缝焊机的操作,因为是自动进出料,所以就具体操作来说要比手动缝焊简便得多。除了点焊外,上述有关卷圆、缝焊的注意问题都适用自动缝焊机的操作。但是,正因为是自动化的生产过程,所以又有一些特殊的问题必须在操作时引起注意。
①输送机构失灵。这主要是由于钢板卷圆时挠卷太紧或导轨磨损过度,甚至剥落造成桶身被卡住引起的。此时须重新调整卷圆轧辊或更换磨损导轨。
②焊缝两头开裂。这是由于控制焊轮的传感器挡块安装位置不妥造成的,需要调整其位置。使桶身推进与焊轮下压通电时间协调即可改善这种缺陷。
③周向定位不符合要求。周向定位的三个腰形滚轮必须调整适当。太紧了会造成搭接过宽,甚至颈缩现象;太松了又会使搭接过窄,甚至前端脱开现象。因此腰形滚轮的位置必须引起注意并及时调整。
当然,焊接工序的操作主要还是要掌握正确调整焊接工作参数。这无论是点焊,还是缝焊;无论是手动缝焊还是自动缝焊都是头等重要的工作。因为前面已详细讨论过了,所以就不再赘述了。
综上所述,我们可以清楚地看到,焊接工序确定是制桶生产中十分重要的一道工序。焊接操作也是比较复杂的一种操作,尤其是手动缝焊的操作,不但劳动强度大。而且需要很高的很熟练的操作技能才能胜任这项工作。当然,目前,自动缝焊机已得到广泛的应用,这大大改善了制桶焊接工序的操作强度。但是,自动缝焊机也给我们带来了设备复杂及其自动控制的问题,需要我们在操作时引起注意,随时调整。所以,无论怎么说,焊接工序是制桶生产中较为复杂,十分重要的一道工序。
复习题
1、为什么说焊接工序是制桶生产中的重要工序?制桶生产中采用怎样的焊接工艺流程?
2、焊机的加压机构有什么作用?可分哪些不同类型?
3、如何进行焊接热量的调节?
4、为什么要经常对电极进行清理和修整?怎样进行电极的清理和修整?
5、自动缝焊机比半自动缝焊机多了哪些重要机构?这些机构的作用是什么?
6 、缝焊的基本工艺要求有哪些?怎样在操作中达到这些要求?
|

