|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第一节 剪磨
1.1.1 剪磨设备的基本结构和传动系统
三、输送机构
剪磨工序的输送机构是将横向裁剪(俗称大剪)、纵向裁剪(俗称小剪)和磨边联系起来,实现自动化流水线生产的纽带。输送机构不但减轻了工人的劳动强度,而且对产品质量的提高也提供了必要的传递、定位等良好的基础。
剪磨工序的输送机构有如下几种:
①块板输送链:主要是将块板备料送入工位。
②喂料机构:将块板分张喂入。
③横向裁剪输送链:将喂入的钢板送入横向裁剪机,裁剪完毕后,又负责送出裁剪机。
④纵向裁剪输送链:将横向裁剪完毕送出的钢板送入纵向裁剪机,并兼管定位。裁剪完毕后又送出裁剪机。
⑤磨边输送链:将纵向裁剪完毕送出的钢板送入磨边机,磨边完毕后送出。
⑥出料输送链:将剪磨加工完毕的钢板送入下一工序。
上述六种输送机构形成了一条自动化流水线。从钢板送入到剪磨完成并送出,整个过程中,不需要人工搬运并能由专用定位机构自动定位。从而减轻了劳动强度,保证了质量。剪磨输送机掏的示意图如图1-4所示。
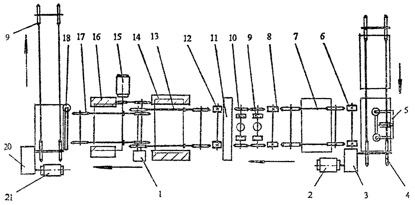
图1-4 剪磨输送机构
1-剪磨离合器;2-块板输送电机;3-减速器及离合器; 4-块板输送链;
5-喂料机构;6-喂料滚轮;7-横向栽剪输送链;8-横向裁剪喂料滚轮;
9-定位滚轮;10-出料滚轮;11-横向裁剪机;12-纵向裁剪喂料滚轮;
13-纵向裁剪输送链;14-纵向栽剪机;15-剪磨电机;16-磨边机;
17-磨边输送链;18-出料控制器;19-出料输送链;20-减速器;21-出料电机
六类输送机掏的基本结构和作用分述如下:
1、块板输送链
采用装有托架的扳链,单独用一台电动机拖动,并装有传动离合器。轮送链长度比两张钢板的长度还更长,以便在输送链上可放下两叠钢板。一叠供生产用,另一叠以供备用。当一叠钢扳用完后,即打开电机,控制离合器,使板链携带备用钢板运行,对准喂料滚轮,进入工位后,脱开离合器,关闭电机,继续生产。另一头即可放上另外一叠钢板以供备用。电机必须装有倒顺开关,若钢板运行超过了喂料滚轮,则需开倒车使钢板退回至喂料口。
2、喂料机构
采用吸盘机械手进行喂料,用气缸作为动力。其结构如图1-5 所示。喂料机构由两个吸盘气缸和一个喂料气缸配合来达到喂料目的。两个吸盘气缸分列左右,活塞杆作上下运动,喂料时,活塞杆向下运动,将吸盘紧压在钢板上,挤出吸盘内的空气。然后向上运动,利用大气压强将钢板吸起来。两个吸盘气缸之间用杆件固定,此固定杆与喂料气缸作绞支联接,气缸与机架之间也是绞支联接,所以均可以以绞支点为中心作转动。当吸盘将钢板吸起时,喂料气缸活塞杆立即向前推出,将钢板送入喂料滚轮。喂料滚轮将钢板向前拉,同时,喂料气缸活塞杆缩回,将吸盘从钢板上拉脱开来。气缸复位后又进入下一个喂料动作。两个吸盘气缸要注意同步,一起压下,同时吸起,又必须平行推出,否则容易造成钢板歪斜,送不进喂料滚轮。另外,钢板每一张之间如果存在油污或非常平整,则因大气压强会使钢板间存在一个“吸力”。吸盘吸起的钢板有时会出现两张或更多。此时必须先将每张钢板的一角稍稍掀起,放入空气后才能消除这个“吸力”的作用,喂料才能正常进行。
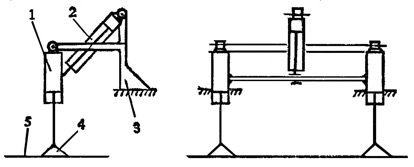
图1-5 喂料机构
1-吸盘气缸(2个);2-喂料气气缸;3-机架;4-吸盘;5-钢板;
3、横向裁剪输送链
采用一般的套筒滚子链传动输送。靠钢板与链条之间的摩擦力带动板材前进。当钢板进入横向裁剪喂料滚轮时,由滚轮带动较快地进入裁剪工位。横向裁剪的定位和出料是分别由一对定位摩擦滚轮和一对出料摩擦滚轮来实现的,其基本结构如图1-6所示。
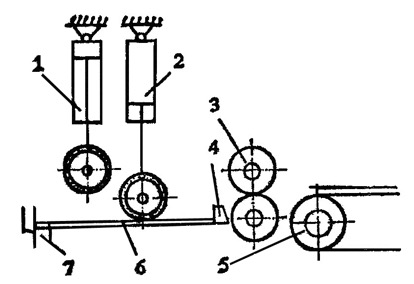
图1-6 横向裁剪的定位和出料
1-出料滚轮及气缸;2-定位滚轮及气缸;3-喂料滚轮;
4-固定定位块;5-输送链;6-钢板;7-裁剪机
钢板进入工位后,定位滚轮气缸活塞杆压下,摩擦滚轮逆时针转动,钢板在摩擦力作用下向后运动。当钢板紧靠住固定定位块时,横向裁剪机工作。裁剪完毕后,定位滚轮气缸活塞杆缩回,提起定位滚轮。同时,出料滚轮气缸活塞杆压下,这对摩擦滚轮是照时针转动,钢板在相反的摩擦力作用下急速穿过上下刀口的缝隙进入纵向裁剪喂料滚轮。与此同时,前面所述的过程又重新开始,钢板又进入横向裁剪工位,出料滚轮在气缸活塞杆作用下抬起,而定位滚轮又重新压下……
4、纵向载剪输送链
采用带定位模块的套筒滚子链输送。这种输送链既起到了输送钢板的作用,也具有定位的功能。其基本结构如图1-7所示。
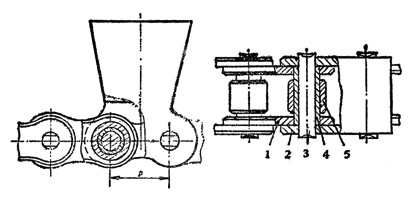
图1-7 带定位楔块的输送链
1-内链板;2-定位楔块;3-销轴;4-套筒;5-滚子
定位楔块的安装精度直接影响纵向裁剪的精度。定位棋块安装在左右两条输送链上,必须使两个定位楔块的定位连线与两台裁剪机刀口的垂直度满足工艺要求,否则将直接影响裁剪钢板本身的垂直度要求,至使裁剪后的钢板形成平行四边形。当钢板送入输送链时,它随链条运行,此时与上述横向裁剪输送链一样自并不一定会紧靠定位楔块。但当钢板进入左右定位导轨时,所受阻力增大,单靠钢板与链条之间的摩擦力已无法使其继续向前运行了。只有当后面的定位模块靠上钢板边缘时,才能带动钢板继续前进。因此,左右定位导轨的开口大小,即产生摩擦阻力的大小也影响到定位的可靠性,因为钢板是否紧靠定位摸抉对定位是十分重要的。当钢板在定位模块的带动下,进入纵向裁剪王位时,输送链必须停止运行,裁剪机工作。裁剪完毕后,输送链再继续向前运行,将钢板送出裁剪机并送到磨边输送链口。如果另外设置专门的定位机构,则链条上的楔块仅起推动作产用。
5、磨边输送链
采用与纵向裁剪输送链相同的套筒滚子链,也同样带有定位楔块。其输送和定位方式也与纵向裁剪输送链大致一样。关于磨边输送链,特别要提出的是它与纵向裁剪输送链的衔接问题。它们的衔接配合过程如图1-8所示。当纵向裁剪输送链停止运行以便裁剪机工作时也是上述两条输送链交接的时候。此时钢板位置如图所示,己送入磨边输送链口;但磨边定位楔块还未到位靠上,所以铜板随纵向裁剪输链的停止运行而处于暂停状态。磨边输送链是连续运行的,当后面一对定位楔块刚靠上钢板边缘时,钢板就立即离开纵向裁剪定位楔块而随磨边输送链向前运行了。此时,纵向裁剪正好完毕,纵向裁剪输送链开始继续运行,又送来下一张待磨的钢板……
钢板在磨边输送链的带动下,进入磨边工位,一边运行,一边磨削。磨边完毕后又送入出料输送链口。
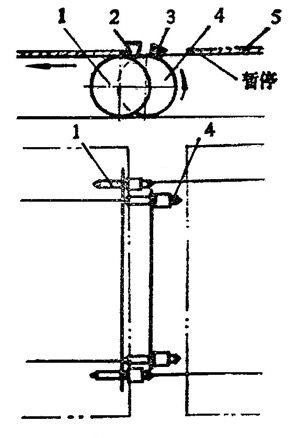
图1-8 纵向裁剪与磨边输送链的衔接
6. 出料输送链
采用与横向裁剪输送链相同的普通滚子链,并有单独的电机拖动,连续运行。在它与磨边输送链之间装有出料控制器,其作用是使出料顺利。它的结构如图1-9所示。出料输送链比磨边揄送链要低一些,因此当磨边输送链将钢板送到口时,钢板会自动倾斜跌落到出料输送链上。但是当钢板还未全部进入出料输送链,仍有一半还在磨边输送链上时,如果此时钢板马上与出料链条接触,那么,与链条接触的一部分就要向前运行,而另一半还在磨边输送链上,势必造成钢板轧住输送链。出料控制器的作用就是在钢板倾斜跌落过程中,稍稍托起钢板,使钢板不与出料链条接触或只是轻轻碰到,让钢板在它上面通过。当钢板完全通过后,也即全部进入出料输送链时,由行程开关控制、气缸活塞杆缩回。此时,钢板与出料链条全部接触,出料输送链就带着剪磨完毕的钢板向前运行,送入下一个工序。
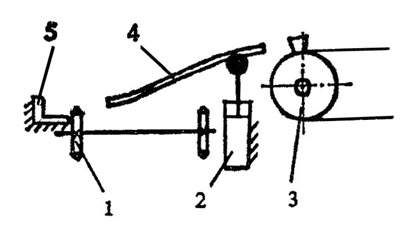
图1-9 出料控制
1-出料输送链;2-出料控制器;3-磨边输送链;4-钢板;5-挡板
|

