|
中华人民共和国国家标准
GB/T 13251-2008
包装 钢桶 嵌入式法兰封闭器
Packing-Steel drums-Iinserted flange-type closur
(ISO 15750-3:2002,NEQ)
中华人民共和国国家质量监督检验检疫总局、中国国家标准化管理委员会2008-07-18发布,2009-01-01实施
前言
本标准与ISO 15750-3:2002《钢桶 第三部分:嵌入式法兰封闭器系统》一致性程度为非等效,本标准与ISO 15750-3:2002相比,主要差异如下:
——删除了A型和B型封闭器;
——修改了C型封闭器的尺寸,见6.4中A型封闭器;
——增加了一种封闭器,见6.5中B型封闭器;
本标准代替GB/T 13251-2002《包装容器 钢桶封闭器》。
本标准与GB/T 13251-2002 相比,主要变化如下:
——修改了标准名称;
——删除了原标准中其他包装桶用封闭器,仅保留嵌入式法兰封闭器部分。
本标准的附录B为规范性附录,附录A为资料性附录。
本标准由全国包装标准化技术委员会(SAC/TC49)提出并归口。
本标准起草单位:中化化工标准化研究所、南京宁容钢桶封闭器厂、国家包装产品质量监督检验中心(广州)、中华人民共和国江苏出入境检验检疫局、无锡市四方制桶有限公司、天津腾达包装有限公司、中国包装联合会。
本标准主要起草人:张有龙、王晓兵、蒋养龙、茆林凤、梅建、朱丽萍、汤礼军、孙家财、张诚志、杜庆新。
本标准所代替标准的历次版本发布情况为:
——GB/T 13251-1991、GB/T 13251-2002。
1 范围
本标准规定了钢桶用嵌入式法兰封闭器(以下简称封闭器)的要求、设计和结构、试验方法、检验规则及包装、标志、运输和贮存。
本标准适用于封闭器的设计、制造和检验等。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 191 包装储运图示标志(GB/T 191-2008,ISO 780:1997,MOD)
GB/T 912 碳素结构钢和低合金结构钢热轧薄钢板及钢带
GB/T 2828.1 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检查抽样计划(GB/T 2828.1-2003,ISO 2859-1:1995,IDT)
GB/T 4956 磁性基体上非磁性覆盖层 覆盖层厚度测量 磁性法(GB/T 4956-2003,ISO 2178,IDT)
GB/T 7307 55°非密封管螺纹(GB/T 7307-2001,eqv ISO 228-1:1994)
GB/T 11253 碳素结构钢和低合金结构钢冷轧薄钢板及钢带
GB/T 13040 包装术语 金属容器
3 术语
GB/T 13040 确立的以及下列术语和定义适用于本标准。
3.1 嵌入式法兰封闭器 inserted flange-type closure
采用螺纹锁紧和桶塞封闭,并由其他金属或合成的材料如合成橡胶零件确保钢桶密封的装置。
3.2 合成橡胶 elastomer
在承受一定的压力引起变形后,当压力消除,变形能快速恢复原来的尺寸和形状的高分子材料。
3.3 热塑性塑料 thermoplastics
在一定的温度范围内有能力重复,即由加热而变柔软和经过冷却变硬的塑料,在柔软的状态下,在模制、挤出或成形下能重复地变形。
4 分类
4.1 封闭器按螺纹分为G2、G3/4和G4.1/2三种。
4.2 封闭器按法兰型式分为A型封闭器和B型封闭器两种。
5 要求
5.1 基本要求
5.1.1 封闭器的结构尺寸应符合表2至表9的规定。
5.1.2 封闭器表面应光滑、平整,壁厚均匀无裂纹,无毛剌、无缺边角、无起皱、无变形、无锈蚀等缺陷。
5.1.3 封闭器应配套齐全,保证互换;装配后配合紧密无松动。
5.2 螺纹要求
G2、G3/4和G4.1/2封闭器的公称走私和螺纹尺寸定义应符合GB/T 7307 的规定。封闭器螺纹应光滑完整,不得有破损,保证互换,啮合不少于3个整牙,使之啮合良好。
5.3 法兰、桶塞表面的要求
法兰、桶塞的表面要镀锌或涂敷涂料。涂覆层应完整,无起泡现象。锌层厚度不大于7μm,涂层厚度不大于20μm,不得有影响使用的其他缺陷。如有其他要求,可由供需双方商定。
5.4 材料要求
5.4.1 封闭空对空法兰和桶塞所用材料应符合GB/T 912 或GB/T 11253 的规定,也可使用质量不低于上述标准规定的材料。
5.4.2 垫圈、衬圈所用材料由供需双方商定。
5.5 卫生要求
用于盛装食品、药品添加剂桶上的封闭器应符合食品卫生法及有关标准规定。
5.6 性能要求
封闭器性能要求见表1.
表1 封闭器性能要求
项目 |
规格 |
G2 |
G3/4 |
G41/2 |
气密试验/kPa |
≥30 |
≥30 |
≥30 |
液压试验/kPa |
≥250 |
≥250 |
≥250 |
桶塞扭力试验/Nm |
≥68 |
≥27 |
≥80 |
6 设计和结构
6.1 法兰
法兰应为嵌入式的,且嵌入后确保密封。
6.2 桶塞
桶塞的设计应便于用简单的工具装卸。内塞上应有能使板手插入的位置。板手参见附录A。
6.3 封盖
当套上封盖之后,可以配合紧密,预防松动,加强对盖的保护。封盖设计应便于用简单工具开启。
6.4 A型封闭器
6.4.1 A型封闭器结构见图1,A型法兰装配尺寸见表2.
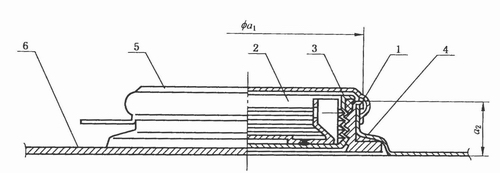
1-法兰;2-桶塞;3-垫圈;4-衬圈;5-封盖;6-桶顶
图1 A型封器
表2 A型法兰装配尺寸(单位为毫米)
规格 |
a1 |
a2 |
G2 |
68.5±0.50 |
13.5±0.50 |
G3/4 |
34±0.50 |
11.5±0.50 |
G4.1/2 |
129.5 |
14.5 |
6.4.2 法兰的结构和尺寸
法兰的结构见图2所示,规格尺寸见表3,法兰结构和规格尺寸不同时由合同规定。
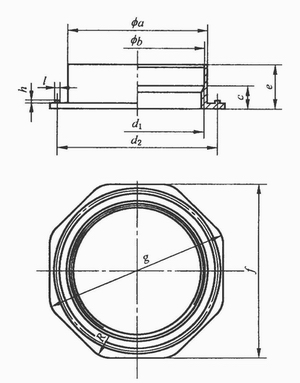
图2 法兰结构
表3 法兰的规格尺寸(单位为毫米)
规格 |
a |
b |
c |
e |
f |
g |
R |
d1 |
G2 |
62.3±0.2 |
60.4±0.2 |
10.2±0.4 |
18.7±0.3 |
77.8±0.2 |
82.1±0.2 |
12±0.8 |
d1尺寸符合
GB/T 7307 |
G3/4 |
29.0±0.2 |
27.2±0.2 |
8.6±0.4 |
15.7±0.3 |
43.5±0.2 |
46.2±0.2 |
4±0.8 |
G4.1/2 |
123.6±0.2 |
121.4±0.2 |
10±0.4 |
20±0.3 |
141±0.2 |
150±0.2 |
- |
6.4.3 桶塞的结构和尺寸
G2四焊点桶塞、六焊点桶塞及G3/4二焊点桶塞见图3和表4.
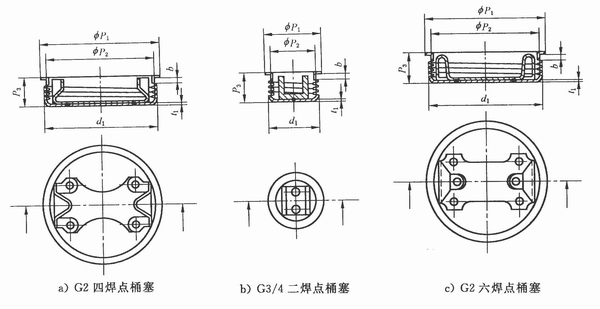
图3 桶塞结构
表4 桶塞尺寸(单位为毫米)
规格 |
P1 |
P2 |
P3 |
b |
t1 |
d1 |
G2 |
61.5±0.3 |
56.0±0.3 |
15.4±0.3 |
3.5±0.3 |
1.2 |
d1尺寸符合
GB/T 7307 |
G3/4 |
28.4±0.3 |
22.9±0.3 |
13.6±0.3 |
3.2±0.3 |
1.2 |
G4.1/2 |
127.0±0.3 |
114.7±0.3 |
18.0±0.3 |
4.0±0.3 |
1.2 |
6.5 B型封闭器
6.5.1 B型封闭器装配结构见图4,B型法兰装配尺寸与表2相同。
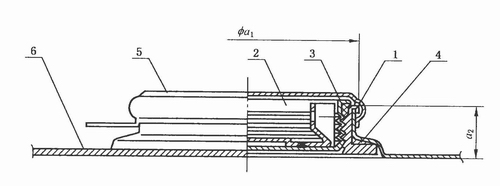
1-法兰;2-桶塞;3-垫圈;4-衬圈;5-封盖;6-桶顶
图4 B型封闭器
6.5.2 法兰的结构见图5,规格尺寸见表6。
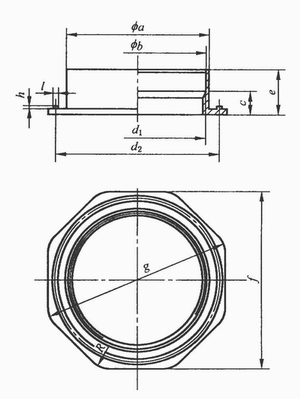
图5 法兰结构
表5 法兰规格尺寸
规格 |
a |
b |
c |
e |
f |
g |
R |
l |
h |
d2 |
d1 |
G2 |
62.3±0.2 |
60.4±0.2 |
10.2±0.4 |
18.7±0.3 |
77.8±0.2 |
82.1±0.2 |
12±0.8 |
2 |
0.6+0.10 |
72 |
d1尺寸符合
GB/T 7307 |
G3/4 |
29.0±0.2 |
27.2±0.2 |
8.6±0.4 |
15.7±0.3 |
43.5±0.2 |
46.2±0.2 |
4±0.8 |
2 |
0.6+0.10 |
37 |
G4.1/2 |
123.6±0.2 |
121.4±0.2 |
10±0.4 |
20±0.3 |
141±0.2 |
150±0.2 |
- |
- |
- |
- |
6.5.3 桶塞的结构和尺寸见A型6.4.3桶塞的结构和尺寸。
6.6 封闭器螺纹
封闭器螺纹为G,规格尺寸见表6。
表6 封闭器螺纹规格尺寸
名称 |
规格
|
25.4mm牙数 |
螺距 |
牙型角 |
大径
|
中径 |
小径 |
基本尺寸 |
上偏差 |
下偏差 |
基本尺寸 |
上偏差 |
下偏差 |
基本尺寸 |
上偏差 |
下偏差 |
桶塞 |
G2 |
11 |
2.309 |
55° |
59.62 |
-0.62 |
-1.12 |
58.14 |
-0.40 |
-0.76 |
56.66 |
-0.40 |
- |
法兰 |
59.62 |
- |
0 |
58.14 |
+0.37 |
0 |
56.66 |
+0.94 |
+0.44 |
桶塞 |
G3/4 |
14 |
1.814 |
55° |
26.44 |
-0.44 |
-0.94 |
25.28 |
-0.38 |
-0.65 |
24.12 |
-0.38 |
- |
法兰 |
26.44 |
- |
0 |
25.28 |
+0.26 |
0 |
24.12 |
+0.58 |
+0.08 |
桶塞 |
G4.1/2 |
11 |
2.309 |
55° |
121.26 |
-0.80 |
-1.65 |
119.78 |
-0.70 |
-1.55 |
118.3 |
-0.52 |
- |
法兰 |
121.26 |
- |
0 |
119.78 |
+0.35 |
0 |
118.3 |
+0.94 |
+0.44 |
6.7 封盖的结构示意图
6.7.1 封盖结构和规格尺寸见图6和表7。
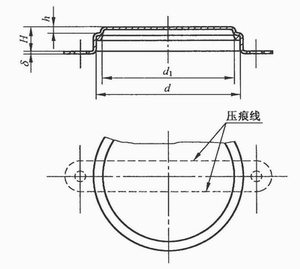
图6 封盖结构
表7 封盖规格尺寸
规格 |
d |
d1 |
H |
h |
δ |
G2 |
69.4 |
63.0 |
11.0 |
2.5 |
0.28 |
G3/4 |
34.7 |
30.0 |
9.0 |
1.5 |
0.28 |
6.8 法兰衬圈和桶塞垫圈
法兰衬圈和桶塞垫圈为矩形合成橡胶材料和矩形热塑性塑料材料两种,其结构和规格尺寸见图7、表8和表9。
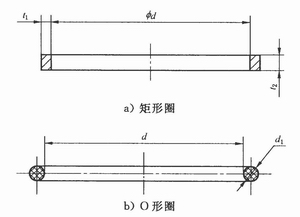
图7 法兰衬圈和桶塞垫圈结构
表8 法兰衬圈和桶塞垫圈(合成橡胶)规格(单位为毫米)
规格名称 |
内径d |
矩形圈 |
O形圈 |
t1 |
t2 |
D1 |
G2垫圈 |
50.0±0.5 |
2.6±0.2 |
2.6±0.2 |
3.0±0.2 |
G3/4垫圈 |
20.0±0.5 |
2.6±0.2 |
2.6±0.2 |
3.0±0.2 |
G2衬圈 |
60.5±0.5 |
3.2±0.2 |
2.7±0.2 |
3.3±0.2 |
G3/4衬圈 |
27.5±0.5 |
2.4±0.2 |
2.7±0.2 |
3.3±0.2 |
G4.1/2衬圈 |
121.2±0.5 |
3.3±0.2 |
3.7±0.2 |
- |
表9 法兰衬圈和桶塞垫圈(热塑性塑料)规格尺寸(单位为毫米)
规格名称 |
内径d |
矩形圈 |
O型圈 |
t1 |
t2 |
D1 |
G2衬圈 |
60.5±0.5 |
2.7±0.2 |
3.2±0.2 |
3.3±0.2 |
G3/4衬圈 |
28.8±0.5 |
2.7±0.2 |
2.4±0.2 |
3.3±0.2 |
G2垫圈 |
55.4±0.5 |
2.7±0.2 |
2.6±0.2 |
3.0±0.2 |
G3/4垫圈 |
22.6±0.5 |
2.7±0.2 |
2.6±0.2 |
3.0±0.2 |
G4.1/2垫圈 |
116±0.3 |
3.8±0.2 |
3.8±0.2 |
- |
7 试验方法
7.1 结构尺寸、外观和装配质量
采用手感、目测和通用量具进行检验。
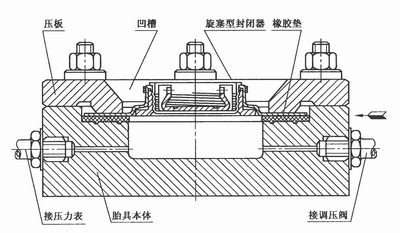
7.2 封闭器组合气密试验
按图8所示将试件压紧,通入压缩空气至规定值,在凹槽内注满清水,观察有无渗漏。
7.3 封闭器组合液压试验
按图8所示将试件压紧,通入水。压力至规定值保持5min,观察有无渗漏。
7.4 封闭器桶塞扭力试验
封闭器桶塞焊点扭力检验按表1扭力试验值,桶塞装配钢桶扭力值见附录A中表A.2。
7.5 封闭器表面涂覆层厚度检验
按GB/T 4956 规定的方法进行检验。
7.6 螺纹
封闭器的桶塞螺纹大径及法兰螺纹小径用量具进行检验,其他参数用螺纹工作量规综合检测。螺纹工作量规的制造尺寸和允许偏差见附录B。
8 检验规则
8.1 生产厂质量监督部门应按本标准的规定对产品进行检验。
8.2 封闭器应逐批检查。生产厂以每天生产量为一批,用户以交货量为一批。检查批应由同型号、同等级、同种类具生产条件基本相同的单位产品组成。
8.3 按GB/T 2828.1 抽样方案选择正常检查一次抽样方案。
8.4 对5.1和5.6规定的检验顶目,检查水平规定为特殊检查水平S-2,合格质量水平为2.5,抽取样本数量符合表10的规定。
表10 检查水平S-2和AQL2.5抽取样本数量
批量范围 |
正常一次抽检
|
加严一次抽检 |
IL=S-2 AQL=2.5 |
IL=S-2 AQL=2.5 |
样本数 |
合格判定数 |
不合格判定数 |
样本数 |
合判定数 |
不合格判定数 |
1-35 000 |
5 |
0 |
1 |
8 |
0 |
1 |
≥35 001 |
20 |
1 |
2 |
32 |
1 |
2 |
表11 检查水平S-2和AQL6.5抽取样本数量
批量范围 |
正常一次抽检 |
加严一次抽检 |
IL=S-2 AQL=2.5 |
IL=S-2 AQL=6.5 |
样本数 |
合格判定数 |
不合格判定数 |
样本数 |
合格判定数 |
不合判定数 |
1-150 |
2 |
0 |
1 |
3 |
0 |
1 |
151-35 000 |
8 |
1 |
2 |
13
|
1 |
2 |
≥35 001 |
13 |
2 |
3 |
8.6 判定规则
8.6.1 对5.1和5.6规定的检验项目依次进行检验。其中一项不合格则判定该样品为不合格。当不合格品数大于或等于表10规定的不合格判定数时,则判定该批产品不合格。
9.6.2 对第5章其余各项规定的检验项目依次进行检验。其中一项不合格则判定该样品为不合格品。当不合格品数大于、等于表11规定的不合格判定数时,则判定该批产品不合格。对不合格批可将不合格品剔除或修复后,按7.4-7.6的规定重新提交检验。抽样方案按加严检查一次抽样方案进行,仍不合格时,该批为不合格品。
9 标志、包装、运输和贮存
9.1 封闭器的标志按GB/T 191的规定。
9.2 封闭器运输中应有外包装箱或袋,应防止碰磕和变形。
9.3 封闭器存放时,应注意防雨、防潮湿、防锈蚀。
 标准的符录(点击查看) 标准的符录(点击查看)
|

