|
200L和215L柱锥形钢桶
(QB/T 200215-2000)
1 范围
本标准规定了200L和215L柱锥形钢桶的术语、技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于采用冷轧薄钢板为原料,经卷曲、焊接、胀锥、卷封制成的柱锥形钢桶。
2 规范性引用文件
下列文件中的条款,通过在本标准中引用而构成本标准的条款,凡是注日期的引用文件,其随后的所有修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1727 漆膜一般制备法
GB/T 4857.1 运输包装件各部位的标示方法
GB/T 4857.3 运输包装件 基本试验 堆码试验方法
GB/T 4857.5 运输包装件 基本试验 垂直冲击跌落试验方法
GB/T 13040 包装术语 金属容器
GB/T 13251 包装容器 钢桶封闭器
GB/T 11253 碳素结构钢板和低合金结构钢 冷轧薄钢板及钢带
GB/T 325 包装容器 钢桶
3 术语
标准GB/T 13040 中确立的术语适用于本标准。
3.1 柱锥形钢桶
桶身由两段不同锥度组成的,直径呈上大下小的圆柱形钢桶。
3.2 垫桶卡子
用于柱锥形钢桶空桶运输套装时,放置在桶口卷管处的防止桶身摩擦的垫桶用塑料卡子。
4 技术要求
4.1 产品规格及结构尺寸
本产品分为200L和215L两种,其结构及尺寸见图1和表1。
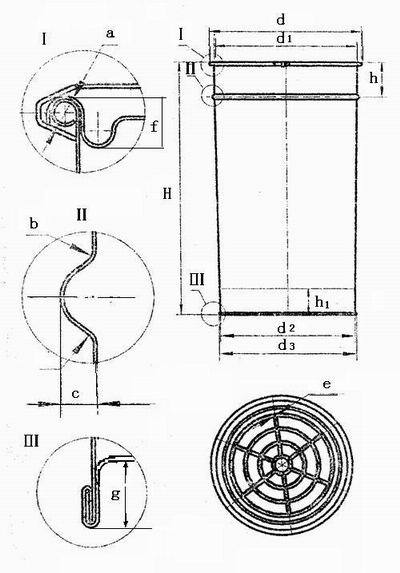
图1 柱锥形钢桶的结构
表1 柱锥形钢桶的尺寸
序号 |
名称 |
符号 |
单位 |
规格 |
公称容量200L |
公称容量215L |
基本尺寸 |
极限偏差 |
基本尺寸 |
极限偏差 |
1 |
钢板厚度 |
δ |
mm |
桶深0.6-0.7
桶底、顶0.8 |
- |
桶深0.6-0.7
桶底、顶0.8 |
- |
2 |
外高 |
H |
970 |
±5 |
990 |
±5 |
3 |
桶口装配后外径 |
d |
575 |
±2 |
575 |
±2 |
4 |
桶口内径 |
d1 |
553 |
±2 |
553 |
±2 |
5 |
桶底内径 |
d2 |
515.5 |
±2 |
515.5 |
±2 |
6 |
桶底卷边外径 |
d3 |
523.5 |
±2 |
523.5 |
±2 |
7 |
环筋距桶口距离 |
h |
130 |
±2 |
130 |
±2 |
8 |
下柱锥高度 |
h2 |
100 |
±2 |
100 |
±2 |
9 |
桶口卷管外径 |
a |
8 |
-0.5 |
8 |
-0.5 |
10 |
环筋底部圆角 |
b |
4 |
-1 |
4 |
-1 |
11 |
环筋高度 |
c |
6 |
±1 |
6 |
±1 |
12 |
桶底透气孔直径 |
e |
4 |
- |
4 |
- |
13 |
桶顶深 |
f |
15 |
±0.5 |
15 |
±0.5 |
14 |
桶底盖深 |
g |
15.5 |
±0.5 |
15.5 |
±0.5 |
15 |
桶底环凸筋高度 |
h3 |
3.8 |
- |
3.8 |
- |
16 |
桶底环形凸筋直径 |
m1 |
70 |
- |
70 |
- |
17 |
m2 |
180 |
- |
180 |
- |
18 |
m3 |
290 |
- |
290 |
- |
19 |
m4 |
400 |
- |
400 |
- |
20 |
封闭箍钢板厚度 |
δ1 |
1.2 |
- |
1.2 |
- |
21 |
未装配前环箍外径 |
d4 |
580 |
±5 |
580 |
±5 |
22 |
封闭器杠杆钢板厚度 |
δ2 |
1.0 |
- |
1.0 |
- |
4.2 基本要求
4.2.1 外观要求:钢桶由内外表面光滑、圆整、无锈蚀。卷边均匀、无皱纹、无毛剌、无铁舌。焊缝平整均匀。漆膜颜色均匀,无明显变色、流挂、起泡等缺陷。
4.2.2 桶身、桶顶、桶底均由整张钢板制成,不允许拼接。
4.2.3 桶身接缝采用电阻焊焊接。
4.2.4 桶身具有一道环筋。桶身由上下不同锥度的两段柱锥构成。
4.2.5 桶底具有4道环形凸筋和6道径向凸筋,并在凸筋结点处有24个透气小孔。
4.2.6 桶身、桶底卷封采用二重卷边,卷边形状为矩形平卷边。
4.2.7 桶顶与桶口采用杠杆式封闭箍密封。
4.2.8 钢桶内外表面按需要涂敷保护层。
4.3 性能要求
4.3.1 跌落试验
跌落高度为1.2m,跌落后桶底卷封及缝焊处不开裂、不撒漏。
4.3.2 堆码试验
陆运堆码高度为3m,海运堆码高度为8m。堆码持续时间为24h,桶试验钢桶不应有可能降低其强度或引起堆码不稳定的任何变形和严重破损。
4.3.4 钢桶的漆膜附着力不低于GB 1727 规定的2级。
4.4 材料要求
钢板应符合GB 11253 的规定。
5 试验方法
5.1 基本尺寸及外观
用通用或专用量具检测、目测。
5.2 跌落试验
按GB 4857.5 的规定进行。桶内盛装95%与内装货物比重相拟的物品,桶底角跌和焊缝平跌各一只。
5.3 堆码试验
接GB 4857.3 的规定进行。
5.4 封闭器装配质量按GB 13251 的规定进行。
5.5 漆膜附着力按GB 1727 的规定进行。
6 检验规则
6.1 钢桶由生产家质量检验部门按本标准进行检验,并出具合格证后方可出厂。
6.2 钢桶检验分出厂检验和型式检验。
6.2.1 出厂检验
本标准4.1及4.2为出厂检验项目。
6.2.2 型式检验
6.2.2.1 本标准4.1、4.2和4.3各项为型式检验项目。
6.2.2.2 钢桶有下列情况之一时,应进行型式检验:
a) 新产品或老产品转厂生产的试制定型鉴定;
b) 当结构、材料、工艺改变,可能影响产品性能时;
c) 正常生产,每半年进行一次检验;
d) 长期停产后,恢复生产时;
e) 国家质量监督机构提出进行型式检验的要求时。
6.3 判定规则
按照GB 325 的规定进行。
7 标志、包装、运输、贮存
7.1 标志
按用户要求在桶顶压印出口商检号,在外包装上粘贴生产厂出厂检验合格证。 桶底压印生产厂代号、钢材厚度等信息。
7.2 包装
桶体、桶顶按规定数量分别码放后用塑料膜缠绕包装,置于托盘上。桶箍按规定数量捆扎后用塑料膜缠绕包装。
7.3 运输和贮存
钢桶的运输和贮存应避免碰撞、雨淋、曝晒、受潮和污染等。
|

