钢桶新标准宣贯培训讲义(8)
文/杨文亮

——————————
9.2 型式试验
9.2.1 本标准第7章全部内容为型式检验项目。检验项目及样本数、合格判定数见表11。
表11 型式检验抽样数和合格判定数
| 序号 |
检验项目 |
样本数 |
合格判定数 |
不合格判定数 |
1 |
外观(7.1) |
3 |
0 |
1 |
2 |
尺寸(7.2) |
3 |
0 |
1 |
3 |
气密试验(7.3) |
3 |
0 |
1 |
4 |
液压试验(7.3) |
3 |
0 |
1 |
5 |
堆码试验(7.3) |
3 |
0 |
1 |
6 |
跌落试验(7.3) |
6 |
0 |
1 |
7 |
封闭器装配质量(7.4) |
3 |
0 |
1 |
8 |
涂膜附着力(7.5) |
3 |
0 |
1 |
9 |
锌层厚度(7.5) |
3 |
0 |
1 |
10 |
相容性试验(7.6) |
首次使用时,按GB 19270-2009 |
0 |
1 |
11 |
内胆卫生安全要求(7.7) |
接触食品等时,按GB/T 5009.60 |
0 |
1 |
9.2.2 复合桶有下列情况之一时,应进行型式检验:
a)新产品投产或老产品转产的试制定型鉴定;
b)当结构、材料、工艺有较大改变,可能影响产品性能时;
c)正常生产时,每半年进行一次检验;
d)产品长期停产后,恢复生产时;
e)出厂检验结果与上次型式检验结果有较大差异时;
f)国家质量监督机构提出进行型式检验的要求时。
——————————
【解读要点】
(一)型式试验抽样方案
抽样标准规定在产品技术标准或订货合同中,应根据该产品的实际需要和实施上的可能选择试验项目,并将这些试验项目归并,尽可能减少试验组数,降低试验样本的消耗。
本标准将型式试验所需要检验项目组成五个试验组,共抽取9只桶。
第一试验组:“取3个样桶对表中1、2和7、8、9进行检验”;
第二试验组:“然后用此3个样桶进行气密试验”;
第三试验组:“再用此3个样桶进行液压试验”;
第四试验组:“余下的6个样桶,取3个样桶进行堆码试验”;
第五试验组:“然后用这6个样桶进行跌落试验”。
本标准型式试验的抽样方案,是根据GB/T 2829的规定确定的,第一组RQL=65,DL=Ⅰ,n=3;第二组至第五组RQL=30,DL=Ⅰ,n=3。GB/T 2828规定原则上按每个试验组分别规定不合格质量水平,本条按标准的要求规定第一试验组的质量不合格水平RQL为65、判别水平DL为Ⅰ。第二至第五试验组的质量不合格水平RQL为30、判别水平DL为Ⅰ。抽样方案为判别水平Ⅰ的一次抽样方案。每组抽取样本量为3。并采用随机抽样的方法抽取样本,对样本单位进行检验。
(二)型式试验的检验时机
钢桶生产企业遇到本条a、b、c、d规定的情况时,生产厂要调整生产设备和工艺装配。调整后生产的钢桶质量能否达到本标准的要求,只有对钢桶质量进行全面检验才能判定钢桶质量是否符合要求。所以制桶企业遇有本条规定的a、b、d的情况时必须进行型式检验。本条c规定按一定周期检验该周期内生产过程稳定性是否符合标准的规定,以半年为一个周期。
有时候,在生产实践中,常常遇到在出厂检验的时候,突然发现大量不合格品,产品质量出现波动情况,与上次型式试验结果产生了较大的差异。这时候,企业会组织各部门对质量波动原因进行排查分析,查到产品质量产生波动的原因后,进行整改。整改有时需要更换原材料、或者更换设备配件或工装、或者修改工艺参数等。这种情况下,在恢复生产后,必须进行型式试验,对产品质量进行全面检查,以确认问题确实得到了解决。
国家质量监督机构可能会定期进行监督检验,当产品包装出口货物时,商检部门也会要求进行型式检验。有时候用户也可能对产品质量不放心,要求进行型式试验。这种情况下的试验都是非计划性的,随时有可能进行。
——————————
9.3 判定原则
9.3.1 出厂检验的判定原则:对出厂检验项目逐项进行检验,其中一项不合格,则判定该样品不合格。当不合格数大于或等于表10规定的不合格数时,则判定该批产品不合格。
9.3.2 型式检验的判定规则:按表11逐项进行检验,当不合格数大于或等于表11规定的不合格数时,则判定该项不合格。如一项不合格,则判定该批产品不合格。
9.3.3 不合格批中的复合桶经剔除后,再次提交检验,其严格程度不变。仍不合格时,判定为不合格品。
——————————
【解读要点】
(一)出厂检验
1、样本单位的不合格判定
样本抽取后则对每一个样本单位(一只钢桶)按本标准所规定的项目进行检验。并对样本单位的不合格进行分类判定。
当样本单位有一项(A类)气密性试验不合格,则判定样本单位不合格。
对照表17,B类和C类项目中有四项以上不合格时,则判定该样本不合格。
2、批不合格判定
每个样本单位检验判定后,再进行批的判定。根据所抽取样本数按本标准规定(表11),找出样本数对应的合格判定数和不合格判定数,当所抽取的样本中不合格品小于或等于不合格判定数,则判定该批钢桶为合格批。当不合格品数大于或等于不合格判定数,则判定该批钢桶为不合格批。
对不合格批有两种处理方法。一种是将不合格批中的不合格品进行修理,修理后再重新提交检验。另一种方法是将不合格批中的不合格品剔除后再重新提交检验。重新提交的检验批仍按本标准的规定进行组批、抽样、判定。经检验仍不合格则判定该批钢桶不合格。
(二)型式检验
第一试验组的检验项目中没有性能检验要求,只有钢桶的基本要求和质量要求。按表17中的不合格分类,样本单位中只能出现B类不合格和C类不合格。对于第一试验组样本单位不合格的判定与出厂检验的判定是一样的。
第一试验组抽取3只桶检验,如有一只不合格,则判定该批不合格。
第二试验组至第五试验组,每组只做一项检验。四个组分别做气密试验、液压试验、跌落试验和堆码试验。按表17的不合格分类,这四项检验的不合格为A类不合格。第二至第五组试验组中样本单位有一项A类不合格则判定样本单位不合格。当有一个样本不合格,则判定该试验组不合格。有一个试验组不合格,则判定该批产品型式试验不合格。
——————————
10 标志、包装、运输、储存及使用
10.1 标志
钢桶上应压印标志,内容包括:制造商的名称或代号、生产日期、钢板厚度。其中钢板厚度也可喷印。根据供需双方商定也可不设标志。
10.2 包装
包装采用集装、托盘或用户商定的方法。
10.3 运输
在运输和装卸中应避免摔跌、碰撞。
10.4 储存及使用
不宜在潮湿、有腐蚀气体环境下及露天堆放,堆码时底层应放置垫层,储存温度40℃以下。灌装温度60℃以下。
——————————
【解读要点】
1、关于标志
根据标准GB 19270-2009的规定,出口包装钢桶的代码,由表示包装种类的代码、表示材料性质的代码及表示包装类型的代码组成。包装种类代码由阿拉伯数字表示,包装材料性质代码由大写英文字母表示,后接表示包装类型的阿拉伯数字。例如1A1表示闭口钢桶,1A2表示开口钢桶,6HA1表示钢塑复合桶(其中6表示复合包装,H表示内胆塑料桶)。
用于运输危险货物的钢桶,依据《国际危规》的要求,必须带有持久、清晰的标记,表明该钢桶已经通过设计、检验、注册等相关信息。对于合格的钢桶,《国际危规》给出了标记方法,如图17所示。
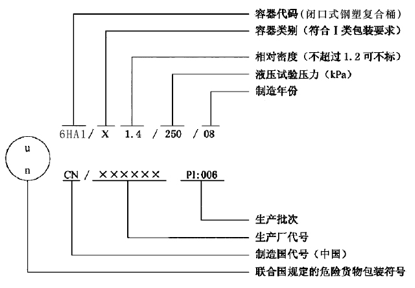
图17 危险货物包装钢塑复合桶标记实例
代码及标志说明:
(1)un为联合国包装符号。在钢桶上印刷用小写,模压用大写横排(UN)。
(2)容器代码:前面6为复合包装;H为内胆塑料桶;A为制桶材料为钢材;后面1为闭口桶,开口桶为2。
(3)容器类型:X为Ⅰ类包装,Y为Ⅱ类包装,Z为Ⅲ类包装。
(4)相对密度:货物的相对密度值,保留一位小数,第二位均进上位,不四舍五入。
(5)制造国代号:CN代表中国。
(6)生产厂代号:该代号体现该制桶厂所在的行政区域,由国家统一编号。
(7)生产批次:由制桶厂自行编号,不同设计的产品应用不同的编号,危险品包装桶每个批次最多2000只。
(8)制造年份:钢桶制造年份的最后两位数字。
2、关于包装
对于钢塑桶的包装,以前都是无包装,但近年来,由于运输过程和装卸过程的不良,对钢塑桶表面质量损坏较大。现在用户对钢塑桶的表面质量要求越来越高,所以目前多采用桶套对钢塑桶进行包装。桶套常用钙塑瓦楞板制作,套于钢身外,能有效防止桶与桶之间的相互摩擦而损坏表面涂层。如图18所示。
图18 用钙塑瓦楞板桶制作的桶套
3、关于储存和使用
钢塑桶在贮存时多采用横置,其原因是:内容器塑料桶强度较低,常会因温度变化等原因产生变形,因为内容器与外钢桶之间存在有一定的空隙,塑料桶的变形常会向下塌陷,如果钢塑桶立放,桶口封闭器则受力较大,有时会使封闭器陷入钢桶内。所以,钢塑桶一般要求在贮运过程中,应以横向放置为主。
由于塑料内胆遇热(超过60℃)容易变形,所以钢塑复合桶的储存及使用温度不宜过高。因为钢桶容易吸热,在环境温度较高的时间,钢桶表面温度常常高于环境温度,我们都体验过烈日下钢板表面非常烫,所以标准规定储存温度不高于40℃。当环境温度达到40℃时,钢桶表面的温度往往已经超来60℃。灌装温度则直接影响内胆温度,所以也不能超来60℃。
【相关链接】
钢桶新标准宣贯培训讲义(1)
钢桶新标准宣贯培训讲义(2)
钢桶新标准宣贯培训讲义(3)
钢桶新标准宣贯培训讲义(4)
钢桶新标准宣贯培训讲义(5)
钢桶新标准宣贯培训讲义(6)
钢桶新标准宣贯培训讲义(7)
钢桶新标准宣贯培训讲义(8)

