某公司年产300万只包装容器项目工程方案
文/杨柳
一、建设内容
1、项目由来
近些年随着工业企业逐年增多,企业日常运输成本也不断升高,且需使用大量运输包装容器,为服务广大周边客户降低成本,提供可靠的包装容器,在此背景下,企业拟投资在XXX建生产基地,建成后可年产300万只包装容器。本项目产品涉及化工医药金属矿业等多种行业使用,辐射江苏、安徽、江西、湖北及整个华中地区,其中部分钢桶全塑桶空桶可出口国外。建设项目在生产建设过程中将会产生废水、废气、噪声、固体废弃物等污染物,根据根据《中华人民共和国环境保护法》、国务院第682号令《建设项目环境保护管理条例》及《建设项目环境影响评价分类管理名录》(2021版)规定,本项目属于“二十六、橡胶和塑料制品业29—塑料制品业292、三十、金属制品业33—集装箱及金属包装容器制造333”,本项目不涉及以再生塑料为原料生产的;无电镀工艺的;不使用用溶剂型胶粘剂、涂料等,因此需编制环境影响报告表。
2、排污许可证管理
根据《关于强化建设项目环评事中事后监管的实施意见》(环环评[2018]11号)、排污许可管理条例(中华人民共和国国务院令第736号)和《固定污染源排污许可分类管理名录(2019年版)》(环保部令2019年第11号),本项目属于“二十四、橡胶和塑料制品业29”—“塑料制品业292”、,如下表。
表2-1固定污染源排污许可分类管理名录
二十四、橡胶和塑料制品业29 |
序号 |
行业类别 |
重点管理 |
简化管理 |
登记管理 |
62 |
塑料制品业292 |
塑料人造革、合成革制造2925 |
年产1万吨及以上的泡沫塑料制造2924,年产1万吨及以上涉及改性的塑料薄膜制造2921、塑料板、管、型材制造2922、塑料丝、绳和编织品制造2923、塑料包装箱及容器制造2926、日用塑料品制造2927、人造草坪制造2928、塑料零件及其他塑料制品制造2929 |
其他 |
综上表,项目属于塑料制品业292类别中的简化管理。因此,项目排污许可实施简化管理。项目建设完成后,应当在全国排污许可证管理信息平台填报申请取得简化管理的排污许可证。
3、项目建设内容
项目位于XX县XX村,拟在现状道路南侧新建厂房,项目占地面积约为42064.36m2,厂区内分别设置戊类车间一、戊类车间二、丙类车间一、丙类车间二、办公楼、配电房、食堂、展厅等,建成后形成年产包装容器300万只生产能力。建设内容具体情况见下表。
表2-2项目主要建设内容一览表
工程名称 |
建设名称 |
工程内容及规模 |
备注 |
主体工程 |
戊类车间一 |
1F、H=11m,建筑面积8760m2,车间东侧为原材料仓库、塑粉仓库、水性漆仓库、固废暂存间、危废暂存间、西侧为冲压区、半成品区、中间自北向南分别为金属罐加工区、成品暂存区、喷塑区、喷漆区,主要设置冲压机、下料机、开平机等机加工设备、以及一条喷塑生产线(占地247m2)、一条喷漆生产线(占地210m2)。建成后可年加工各类规格钢桶127万个/a。 |
新建 |
戊类车间二 |
1F、H=11m,建筑面积7560m2,作为预留车间,暂时不使用。 |
新建 |
丙类车间一 |
1F、H=11m,建筑面积1050m2,主要设置注塑机等设备。建成后可年加工全塑桶164万个/a。 |
新建 |
丙类车间二 |
1F、H=11m,建筑面积630m2,车间自西向东分别为镀锌管加工区、破碎区、注塑区、IBC桶组装暂存区,主要设置折弯机、打孔机、注塑机、破碎机等设备。建成后可年加工IBC吨桶9万个/a。 |
新建 |
辅助工程 |
办公楼 |
占地面积2186.43m2,位于厂区北侧,用于员工办公。 |
新建 |
食堂 |
占地面积1719.06m2,位于厂区东北侧,用于员工用餐。 |
新建 |
展厅 |
位于厂区西北侧,占地面积2809.52m2,用于产品展示,不涉及生产。 |
新建 |
配电房 |
位于厂区西南测,丙类车间一东侧,占地面积150m3,用于厂区供电使用。 |
新建 |
门卫室 |
位于厂区北侧大门处,占地面积125.46m2。 |
新建 |
储运工程 |
原材料仓库 |
位于戊类车间一东北侧,用于镀锌管等原材料的存放。 |
新建 |
塑粉仓库 |
位于戊类车间一东侧,用于塑粉存放。 |
新建 |
水性漆仓库 |
位于戊类车间一东侧,用于水性漆存放。 |
新建 |
成品暂存区 |
位于各车间内成品下料处,临时暂存,当日清运。 |
新建 |
公用工程 |
供水工程 |
市政供水管网供应,用水量2043.6m3/a。 |
新建 |
排水工程 |
项目无生产废水外排;食堂废水经过隔油池处理后与生活污水一同经化粪池预处理后排入市政污水管网,进入香隅镇污水处理厂处理,处理后排入香隅河。 |
新建 |
供电工程 |
市政供电网供电,用电量约166.4万kWh/a |
新建 |
环保工程 |
废水治理 |
雨污分流;项目无生产废水外排;食堂废水经过隔油池处理后与生活污水一同经化粪池预处理后排入市政污水管网,进入污水处理厂处理,处理后排入河。 |
新建 |
废气治理 |
喷塑粉尘 |
喷塑产生的粉尘经旋风除尘+脉冲袋式除尘器处理后,喷塑间内无组织达标排放。 |
新建 |
喷漆烘干固化废气 |
项目喷塑固化、喷漆、喷漆烘干产生的有机废气经过一套二级活性炭(喷漆室设置漆雾过滤棉)处理后,由1根15m排气筒(DA001)排放 |
燃烧废气 |
喷塑固化、喷漆烘干工序产生的燃烧废气经过1根15m排气筒(DA001)排放 |
破碎粉尘 |
破碎产生的粉尘经袋式除尘器处理后,最终由1根15m高排气筒(DA001)排放 |
注塑废气 |
注塑产生的有机废气经过一套二级活性炭处理后,由1根15m排气筒(DA001)排放 |
食堂油烟 |
食堂产生的油烟经过油烟净化器处理后屋顶达标排放 |
噪声治理 |
选用低噪声设备,同时采取隔声、消声、减振等措施 |
新建 |
固废治理 |
生活垃圾 |
垃圾收集桶定点收集,环卫部门清运 |
新建 |
一般固废 |
金属边角料、收集的粉尘、废包装材料等分类收集,交物资回收单位综合利用,废塑料件收集后破碎回用于生产。 |
危险固废 |
废油漆桶、废过滤棉、废活性炭、废机油等危险废物收集后,暂存于厂区危废暂存间内,委托有资质单位定期清运处理。 |
风险措施 |
对喷涂区、水性漆仓库、危废暂存间等位置设置防腐、防渗措施要求等效黏土防渗层Mb≥6.0m,K≤10-7cm/s;做好危废转移工作,加强应急处置能力。 |
新建 |
注:本项目根据实际情况,考虑所有废气经过一个排气筒排放,本项目各产生废气的工序单独设置相应的废气处理装置与风机,经过处理后的达标废气合并经过一根排气筒(DA001)有组织排放。
4、总平面布置及周边概况
4.1建设地点及周围环境状况
项目选址位于XX县XX村,根据现场勘查,项目新建标准化厂房,项目东侧为居民安置点与同心村村组空地,南侧为村组空地,西侧为园区消防特勤站用地与居民点,北侧为省道。项目周边关系图见附图2。
4.2总平面布置
本项目为新建项目,拟在XX县XX村建设厂房,达到年产300万只包装容器项目生产线。项目区呈南北向长方形,项目区内由北侧向南依次设置办公楼、食堂、展厅、戊类车间一、丙类车间一、丙类车间二、戊类车间二。总体来说,项目总平面布置合理,分区明确,交通便捷,空间利用合理有序。厂区内部运输通道便利、大门设置在厂区北侧,临近道路,厂区周边交通运输便捷,满足厂区生产需要备。项目总平面布置图详见附图4。
5、产品方案
表2-3项目产品方案及生产规模
产品名称 |
产能 |
规格(kg/个) |
备注 |
产品质量标准 |
20L-25L闭口钢桶 |
36万只 |
2.5-2.8 |
纯钢桶 |
《包装容器钢桶第1部分:通用技术要求》
(GB/T325.1-2018)
《包装容器钢桶第4部分:200L及以下全开口钢桶》
(GB/T325.4-2015) |
30L-45L闭口钢桶 |
40万只 |
2.7-3.5 |
208L闭口钢桶 |
50万只 |
18 |
20L-150L开口钢桶 |
27万只 |
2.5-15 |
200L-208L开口钢桶 |
50万只 |
18.5-18.8 |
25L全塑桶 |
52万只 |
1.5 |
全塑桶 |
《聚乙烯吹塑桶》(GB13508-2011) |
200L全塑桶 |
36万只 |
9.5 |
1000L-IBC吨桶
(含金属架) |
9万只 |
58 |
含镀锌管包裹架的方形塑料吨桶 |
本项目产品方案中纯钢桶依据客户要求不同,其中部分需进行表面喷涂工艺处理,需喷涂处理产品量规模见下:
表2-4钢桶产品中需喷涂规模一栏表
产品名称 |
总产能 |
其中需喷漆产品量 |
其中需喷粉产品量 |
20L-25L闭口钢桶 |
36万只 |
1.44万只 |
1.73万只 |
30L-45L闭口钢桶 |
40万只 |
1.60万只 |
1.92万只 |
208L闭口钢桶 |
50万只 |
2.00万只 |
2.40万只 |
20L-150L开口钢桶 |
27万只 |
1.08万只 |
1.30万只 |
200L-208L开口钢桶 |
50万只 |
2.00万只 |
2.40万只 |
产品样例:

|

|
不带喷涂钢桶样例 |
带喷涂钢桶样例 |

|

|
全塑桶样例 |
IBC吨桶样例 |
6、项目主要原辅材料及能源消耗
根据建设方提供的资料,本项目主要原辅材料及能源消耗情况详见下表。
表2-5主要原辅料及能源消耗情况
序号 |
原辅料 |
主要
成分 |
单位 |
年消
耗量 |
形态、规格 |
存放位置 |
1 |
钢材 |
Fe元素 |
t/a |
20195 |
卷材 |
原材料仓库 |
2 |
成品PE颗粒 |
聚乙烯 |
t/a |
5860 |
袋装,50kg/袋 |
原材料仓库 |
3 |
色母粒 |
聚乙烯 |
t/a |
860 |
袋装,50kg/袋 |
原材料仓库 |
4 |
塑粉 |
环氧树脂 |
t/a |
8.7 |
袋装,30kg/袋 |
塑粉仓库 |
5 |
水性漆 |
水性丙烯酸树脂15-35%,水性氨基树脂3-7%,炭黑1-3%,硫酸钡10-20%,乙二醇单丁醚1-5%,水30-40%,助剂1-2%,其中挥发份占5% |
t/a |
6.44 |
桶装,50kg/桶 |
水性漆仓库 |
6 |
镀锌管 |
/ |
t/a |
2250 |
袋装 |
原材料仓库 |
7 |
扁铁 |
/ |
t/a |
180 |
箱装 |
原材料仓库 |
8 |
铆钉零件 |
/ |
t/a |
57 |
箱装 |
原材料仓库 |
9 |
密封胶 |
环保绿色胶粘剂 |
t/a |
2.03 |
桶装,20kg/桶 |
原材料仓库 |
10 |
金属配件 |
/ |
t/a |
45 |
箱装 |
原材料仓库 |
11 |
水 |
/ |
t/a |
2043.6 |
/ |
/ |
12 |
电 |
/ |
万kwh/年 |
166.4 |
/ |
/ |
13 |
天然气 |
甲烷 |
万M3/年 |
25.6 |
/ |
外接管网 |
注塑工艺原材使用量核算:
项目不同规格的全塑桶产品使用混合塑料用量不同,混合塑料主要由PE颗粒、色母粒组成,注塑工艺消耗的原材料统计如下:
表2-6注塑工艺原材料核算
生产线 |
产品产量(万个) |
混合塑料使用量kg/个 |
全年使用量t/a |
25L全塑桶 |
52 |
1.5 |
780 |
200L全塑桶 |
36 |
9.5 |
3420 |
1000L-IBC吨桶
(含金属架) |
9 |
28 |
2520 |
合计 |
6720 |
表2-7注塑工艺原材料各成分使用量核算
混合塑料全年使用量t/a |
成分名称 |
占比% |
各成分年用量t/a |
6720 |
成品PE颗粒 |
87.2 |
5860 |
色母粒 |
12.8 |
860 |
喷塑、喷漆工艺原料使用量核算:
根据企业提供的资料,由于各订单要求不同,部分钢桶表面处理可采取喷塑或水性喷漆两种喷涂工艺,原材料用量主要取决于需喷涂的产品数量,产品表面积大小、喷涂厚度等。
本项目塑粉喷涂厚度约为40μm,塑粉固化后密度约为1.6g/cm3,项目喷塑塑粉消耗统计如下:
表2-8喷塑工艺塑粉消耗核算
生产线 |
其中喷塑产品产量
(万个) |
表面积m2 |
使用量
kg/个 |
全年使用量
t/a |
20L-25L闭口钢桶 |
1.73 |
0.49 |
0.031 |
0.5 |
30L-45L闭口钢桶 |
1.92 |
0.65 |
0.042 |
0.8 |
208L闭口钢桶 |
2.40 |
2.05 |
0.131 |
3.1 |
20L-150L开口钢桶 |
1.30 |
1.33 |
0.085 |
1.1 |
200L-208L开口钢桶 |
2.40 |
2.05 |
0.131 |
3.1 |
合计 |
8.7 |
本项目采用水性聚氨酯漆进行机械化表面自动喷涂,喷漆喷涂厚度约为25μm,油漆密度约为1.03g/cm3,油漆中的固体份约为65%,上漆率约为70%,则项目水性漆消耗统计如下:
表2-9水性漆消耗核算
产品名称 |
年喷涂产品总量(个/套、件) |
单位产品喷涂面积(m2) |
年喷涂总面积(m2) |
涂层用漆量(t/a) |
20L-25L闭口钢桶 |
14400 |
0.49 |
7056 |
0.40 |
30L-45L闭口钢桶 |
16000 |
0.65 |
10400 |
0.59 |
208L闭口钢桶 |
20000 |
2.05 |
40971 |
2.32 |
20L-150L开口钢桶 |
10800 |
1.33 |
14364 |
0.81 |
200L-208L开口钢桶 |
20000 |
2.05 |
40971 |
2.32 |
合计 |
6.44 |
原辅材料理化性质:
表2-10主要原辅材料理化性质
名称 |
理化性质 |
燃烧
爆炸性 |
毒性
毒理 |
PE颗粒 |
聚乙烯(polyethene,简称PE)是乙烯经聚合制得的一种热塑性树脂。在工业上,也包括乙烯与少量α-烯烃的共聚物。聚乙烯无臭,无毒,手感似蜡,具有优良的耐低温性能(最低使用温度可达-100~-70°C),化学稳定性好,能耐大多数酸碱的侵蚀(不耐具有氧化性质的酸)。常温下不溶于一般溶剂,吸水性小,电绝缘性优良。 |
易燃不易爆 |
/ |
水性漆 |
本项目使用的水性漆成分为:水性丙烯酸树脂15-35%,水性氨基树脂3-7%,炭黑1-3%,硫酸钡10-20%,乙二醇单丁醚1-5%,水30-40%,助剂1-2%,其中挥发份占5%,水性漆对人体无害,不污染环境,漆膜丰满、晶莹透亮、柔韧性好并且具有耐水、耐磨、耐老化、耐黄变、干燥快、使用方便等特点。(见附件7) |
不易燃,不易爆 |
/ |
密封胶 |
白鹭牌BL90型钢桶用密封胶(密封填料),中性单组份硅酮类密封胶,环保绿色胶,检测显示产品中无VOCs。(见附件8) |
不易燃,不易爆 |
/ |
7、主要生产设备
本项目主要生产设备详见下表。
表2-11项目主要设备一览表
序号 |
设备名称 |
数量 |
钢桶生产线设备 |
1 |
桥式起重机LDA10-10.9A3 |
5台 |
2 |
钢卷开平线 |
5套 |
3 |
冲床JF21-B系列 |
20台 |
4 |
滴胶预卷机 |
5台 |
5 |
磨边机 |
5台 |
6 |
卷圆机 |
5台 |
7 |
缝焊机 |
8台 |
8 |
铜丝带式缝焊机 |
5台 |
9 |
轮式缝焊机 |
5台 |
10 |
自动翻边机 |
5台 |
11 |
翻边涨筋机 |
5台 |
12 |
自动全身涨筋机 |
10台 |
13 |
波纹机 |
5台 |
14 |
自动封口机 |
10台 |
15 |
试漏机 |
5台 |
16 |
空压机 |
5台 |
17 |
储气罐 |
5台 |
18 |
模具 |
20套 |
喷涂生产线设备 |
1 |
输送链条(平输送) |
2套 |
2 |
喷漆室、烘道处理装置流水线 |
1套 |
3 |
喷塑间、烘道处理装置流水线 |
1套 |
4 |
空压机 |
1台 |
5 |
喷塑间自动粉尘回收再利用装置 |
1套 |
全塑桶设备 |
1 |
SCJ230B中空机及200L双L环桶模具(含内外盖模具) |
5套 |
2 |
SCJ120B中空机及120L双L环桶模具(含内外盖模具) |
5套 |
3 |
SCJ50C中空机及25L双L环桶模具(含内外盖模具) |
5套 |
4 |
空气压缩机(5m3/min,0.7Mpa) |
5台 |
5 |
空气压缩机(3m3/min,0.7Mpa) |
10台 |
6 |
粉碎机(15Kw) |
6台 |
7 |
搅拌机(10Kw) |
6台 |
8 |
储气罐(2m3) |
6台 |
9 |
玻璃钢冷却塔(50m3/H) |
3台 |
10 |
冷却水池(5m×3m×4m)钢筋水泥结构 |
3套 |
全塑吨桶设备 |
1 |
SCJ350中空机及IBC桶模具 |
1套 |
2 |
空气压缩机(5m3/min,0.7Mpa) |
1台 |
3 |
粉碎机(15Kw) |
1台 |
4 |
搅拌机(10Kw,) |
1台 |
5 |
玻璃钢冷却塔(50m3/H) |
1台 |
6 |
冷却水池(5m×3m×4m)钢筋水泥结构 |
1套 |
项目设备产能匹配性分析:
本项目共设置全塑桶注塑设备不同规格15套,IBC吨桶注塑设备1套。项目设备产能匹配性一览表如下:
表2-12项目备产能匹配性一览表
类型 |
数量
(个) |
生产能力t/h |
年加工时间h |
年生产能力t/h |
本项目年生产注塑桶总量t/a |
设备是否匹配产能 |
全塑桶注塑机 |
15 |
0.15 |
4160 |
9360 |
6720 |
是 |
IBC吨桶注塑机 |
1 |
0.45 |
4160 |
1872 |
由上可知,本项目设备可满足生产需求。
8、水平衡
项目用水主要为生活用水、食堂用水、循环冷却水补水。
生活用水:项目劳动定员52人,根据《行业用水定额》(DB34/T679-2019),用水量按30L/人•d计,则员工日常生活用水量为1.56m3/d、405.6m3/a,污水排放系数按0.8计,则员工生活废水产生量为324.48m3/a。
根据企业提供的资料,项目食堂日就餐人数最高为80人次。根据《建筑给水排水设计规范》(GB50015-2019)中“快餐店、职工及学生食堂用水定额为每顾客每次20~25L”,取平均系数22.5L/人次·d,则食堂用水量为468t/a(1.8t/d),排污系数取0.8,则食堂废水产生量为374.4m3/a(1.44m3/d)。
循环冷却水补水:项目设置有循环冷却水系统,用于注塑机注塑后模型的降温冷却成型,通过在注塑机内模具盘管内注入冷却水,间接冷却产品,冷却水不与产品接触,根据企业提供的资料,每日循环水量约为320m3/d,补充循环水量为4.5m3/d,年补充水量为1170m3,循环冷却水自然消耗,不外排。
项目用排水情况见下表。
表2-13项目用排水情况一览表
名称 |
用水标准 |
日用水量m3 |
废水日产生量m3 |
废水年产生量m3 |
循环冷却水补水 |
/ |
4.5 |
/ |
/ |
生活用水 |
30L/人·d |
1.56 |
1.248 |
324.48 |
食堂用水 |
22.5L/人次·d |
1.8 |
1.44 |
374.4 |
合计 |
7.86 |
2.688 |
698.88 |
本次项目厂区废水产生量698.88m3/a(2.688m3/d),食堂废水经过隔油池处理后与生活污水一同经化粪池预处理后排入市政污水管网,进入污水处理厂处理,处理后排入河。
9、工作制度及劳动定员
本项目劳动定员52人,两班制,每班工作8小时,全年工作260天(4160小时)。
二、工艺流程和产排污环节
1、钢桶生产工艺
G1:喷漆废气、G2:喷塑粉尘、G3:烘干固化废气、G4:燃烧废气、
S1:金属边角料、S2:废油漆桶、S3:废过滤棉、S4:废活性炭
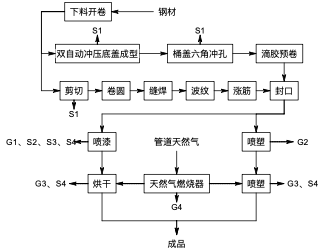
图2-2钢桶生产工艺流程及产污节点图
生产工艺流程简述:
(1)钢材下料开卷
项目原材料为成卷钢材,利用叉车对钢材进行下料后,再利用开卷机对其进行展平。
(2)剪切、卷圆、缝焊
桶身部分利用剪板机按尺寸进行剪板、再利用卷圆机对剪切好的钢板进行卷圆,形成柱形桶身,再利用缝焊机对卷圆后的对接线进行缝焊。
焊接过程为电热融滚压焊接,不产生焊接烟尘,剪板过程产生金属边角料。
(3)波纹、涨筋
缝焊好的桶身两侧相同,利用波纹涨筋设备,将模型放入桶身内进行机械扩张,将桶身扩张出波纹等形状,用于提高桶身强度、以及美观。
(4)底盖、桶盖冲压、滴胶预卷
除了桶身部分,桶盖与桶底部分直接利用冲压机对开卷后的钢板进行冲压成型,并对底盖、桶盖与桶身连接处冲出预卷区,再利用滴胶预卷机对桶底和桶顶边缘进行注胶。
本项目采用环保绿色密封胶,不产生有机废气,冲压、冲口过程产生金属边角料。

|
|
预卷前注胶 |
预卷前注胶示意图 |
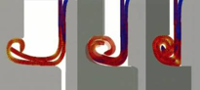
(5)封口
利用封口机对桶身和桶底、桶盖进行机械挤压封口。
|
|
挤压封口过程 |
挤压封口后示意图 |
(6)喷塑、喷漆、成品
经过封口后的钢桶即为半成品,但表面需喷涂涂层用于美观和防腐,本项目根据订单要求,可采用喷塑固化和喷漆烘干两种方案,两种喷涂均为挂件流水线喷涂工艺,半成品钢桶上挂后进入喷涂室内自动化喷漆或喷塑,再流水线转入烘干室内进行烘干固化,然后下架即为成品。
该过程中,喷塑产生喷塑粉尘、喷漆产生有机废气和漆雾、喷塑后固化和喷漆后烘干均产生有机废气。天然气燃烧器供热过程产生燃烧废气。
2、全塑桶生产工艺
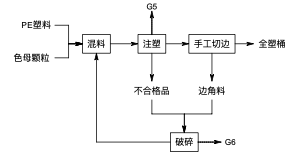
G5:注塑废气、G6:破碎粉尘
图2-3全塑桶生产工艺流程及产污节点图
生产工艺流程简述:
混料:项目将原材料人工投料进入混料机内混合,采用的原材料主要为塑料粒子和色母粒子,不使用粉状物料,混合过程不产生粉尘。
注塑:混料机到注塑机采用螺旋杆送料方式,全塑桶生产工艺主要为一次性注塑成型,注塑成型工艺是利用注塑机电加热模块将混合原料熔融后注入模具、加压成型、循环水间接冷却定型、开模脱离等操作,后人工取出即为成品。注塑机注塑过程中产生注塑废气、不合格注塑件。
手工切边:注塑后的产品存在部分用于固定的边角料,需采用人工手工利用刀片去除,清理好后即为成品,过程产生塑料边角料。
破碎回用:产生的不合格注塑件与塑料边角料经过破碎机人工投料破碎成大塑料颗粒,回用于混料过程,破碎过程产生破碎粉尘。
3、IBC吨桶生产工艺
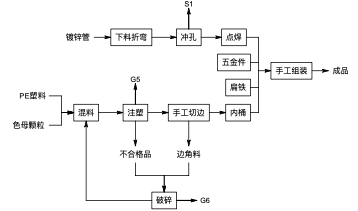
G5:注塑废气、G6:破碎粉尘、S1:金属边角料
图2-4IBC吨桶生产工艺流程及产污节点图
生产工艺流程简述:
IBC吨桶主要是在全塑吨桶的外围安装一个金属防护架,生产工艺主要包含混料注塑、镀锌管下料、折弯、冲孔,再进行组装形成最终产品。
其中混料注塑与全塑桶生产工艺相同,注塑好的为半成品内桶。
镀锌管经过下料、折弯、冲孔、点焊后形成半成品金属架,再经过人工组装内桶、金属框架、五金件、扁铁后,形成最终IBC吨桶成品。
该过程中冲孔过程产生金属边角料,注塑机注塑过程中产生注塑废气、破碎过程产生破碎粉尘。镀锌管交接处采用点焊固定后无需进行额外表面处理。
三、与项目有关的原有环境污染问题
本项目为新建项目,在现有购置土地上新建厂房,配备相关设备设施进行生产,无与本项目有关的原有污染情况及主要环境问题。 |

