《制桶工培训教程》
杨文亮 辛巧娟 编著
第九章 制桶辅助设备的操作维护
第三节 制桶设备气压传动系统
与液压传动系统一样,在制桶设备中,气压传动的应用也非常广泛。
一、气压传动系统的原理及组成
1、气压传动系统的原理
如图9-3为制桶设备常见钢桶卷封气压传动系统图。该系统用于单头卷边封口机压盘的夹紧及头道二道卷封机构。
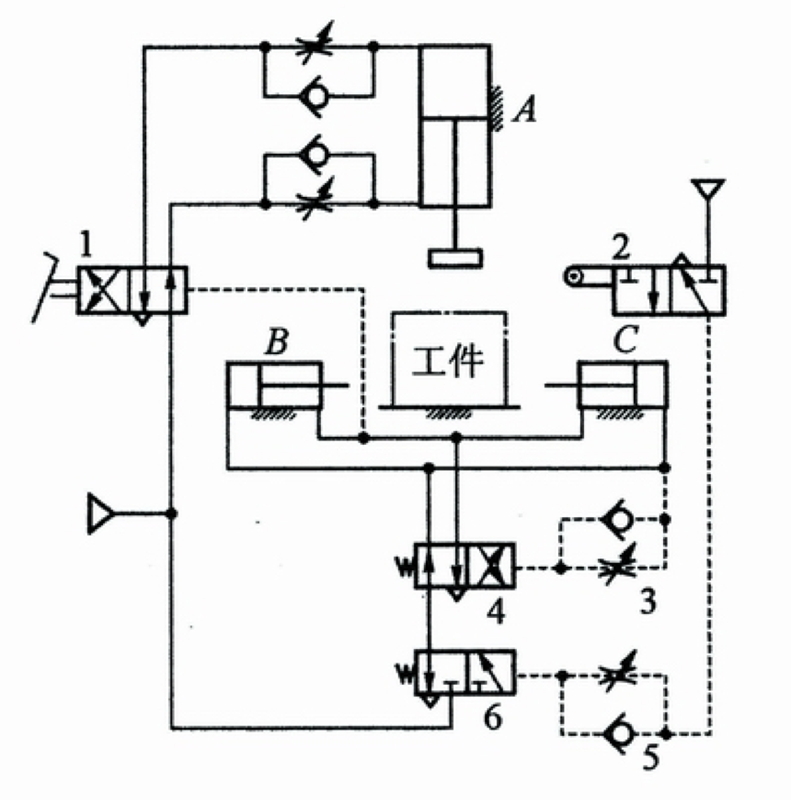
图9-3 制桶设备钢桶卷封系统
1-换向阀;2-行程阀;3-单向阀;4-主控阀;5-单向节流阀;6-中继阀
该气动系统的工作原理是:当钢桶桶身及底盖放到压盘位置后,气缸A的活塞杆伸出,将桶身定位后,两侧的卷边气缸B和C的活塞依次伸出,从侧面进给卷封桶底顶,其气压传动系统的动作过程如下:当用脚踏换向阀1后,压缩空气经单向节流阀进入气缸A的无杆腔,压盘下降至桶身定位位置后,使机动行程阀2换向,压缩空气经单向节流阀5进入中继阀6的右侧,使阀6换向;压缩空气经阀6通过主控阀4的左位进入气缸B和C的无杆腔,使两气缸活塞杆依次伸出(通过行程开关实现先后次序),卷封钢桶。与此同时,压缩空气的一部分经单向阀3调定延时用于加工后使主控阀4换向到右位,则两气缸B和C返回。在两气缸返回过程中,有杆腔的压缩空气使脚踏阀1复位,则气缸4返回。此时由于行程阀2复位(右位),所以中继阀6也复位,则气缸B和C无杆腔能大气,主控阀4自动复位。
一个完整的气压传动系统由以下五部分组成。
(1)动力装置(能源装置):将电动机输出的机械能转换成气体的压力能的装置。最常见的是空气压缩机,在本章第一节我们已经专门讲过。
(2)执行装置:把气体的压力能转换成机械能的装置,一般指做直线运动的气缸、做回转运动的气马达等。
(3)控制调节装置:对气压系统中气体的压力、流量和流动方向进行控制和调节的装置,如溢流节流阀、换向阀等。这些元件的不同组合可以组成完成不同功能的对气压系统进行控制或调节的装置。
(4)辅助装置:指上述三部分以外的其他装置,主要由过滤器、气管、储气罐、油雾器、油水分离器等。它们对保证气压系统正常工作起着重要的作用。
(5)传动介质:传递能量的气体,即压缩空气。
2、气源装置的组成
自由空气经过空气压缩机后,压缩空气要经过冷却、干燥、净化等处理才能使用于气动系统。气源装置是用来产生具有足够压力和流量的压缩空气并将其净化、处理及储存的一套装置。图9-4为气源装置组成示意图。
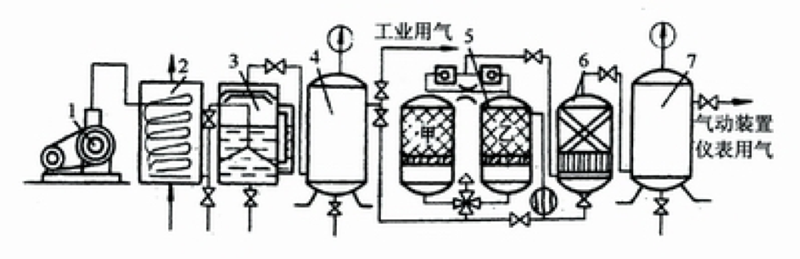
图9-4 气源装置组成示意图
1-空气压缩机;2-后冷却器;3-油水分离器;4、7-储气罐;5-干燥器;6-空气过滤器
空气首先经过滤气器过滤出部分灰尘、杂质后进入压缩机1,压缩机输出的空气先进入后冷却器2进行冷却,然后进入油水分离器3,使部分油、水和杂质从气体中分离出来,得到初步净化的压缩空气送入储气罐4中,即可供给对气源要求不高的一般气动装置使用(一般称为一次净化)。仪表用气和质量要求高的设备用气(如钢桶喷漆装置等),则必须二次和多次净化处理。将经过一次净化的压缩空气送进干燥器5进一步除去气体中的水分和油。在净化系统中干燥器甲和乙交换使用,其中闲置的一个利用加热器吹入的热空气进行再生,以备交替使用。四通阀用于转换两个干燥器的工作状态,过滤器6的作用是进一步清除压缩空气中的渣子和油气。经过处理的气体进入储气罐7以便供给气动设备和仪表使用。
二、气动系统的使用和维护
1、气动系统的使用
(1)操作者要熟悉说明书等有关技术资料,力求全面了解系统的原理、结构、性能及操纵方法。
(2)了解需要调整的元件在设备上的实际位置、操纵方法及调节旋钮的旋向等。
(3)检查好各种操作工具及仪表。
(4)空载运行不得少于2小时,注意观察压力、流量、温度的变化。
(5)试车时负载试转应分段加载,运转不得少于3小时,分别测出有关数据,记入试车记录。
(6)正常工作时,应经常查看气压设备的压力表、工作行程、工作压力、噪声、振动等情况,如有异常应即时停车修理。
2、气动系统的维护和保养
气动传动的维护与保养分为日常维护、定期维护及系统大修,还应考虑安全与环保,具体应注意以下几个方面:
(1)日常维护需对冷凝水和系统润滑进行管理;
(2)开车前后要放掉系统中的冷凝水;
(3)定期给油雾器加油;
(4)随时注意压缩空气的清洁度,对分水滤气器的滤芯要定期清洗;
(5)开车前检查各调节旋钮是否在正确位置,行程阀、行程开关、挡块的位置是否正确、牢固,对活塞杆、导轨等外露部分的配合表面进行擦拭后方能开车;
(6)长期不使用时,应将各旋钮放松,以免弹簧失效而影响元件的性能;
(7)间隔三个月需定期检修,一年应进行大修;
(8)对受压容器应定期检验,漏气、漏油、噪声等要进行防治。
三、气动系统的常见故障及排除方法
表9-2为制桶设备气压传动系统常见故障及排除方法。
表9-2气压传动系统常见故障及排除方法
| 故障元件 |
故障现象 |
故障原因 |
排除方法 |
减压阀 |
二次压力 |
阀弹簧损坏 |
更换阀弹簧 |
阀座有伤痕,阀座橡胶剥离 |
更换阀体 |
阀体中夹入灰尘,阀导向部分粘附异物 |
清洗、检查滤清器 |
压力降很大(流量不足) |
阀口径小 |
使用口径大的减压阀 |
阀下部积存冷凝水,阀内混入异物 |
清洗、检查滤清器 |
阀体泄漏 |
密封件损伤 |
更换密封件 |
弹簧松弛 |
张紧弹簧 |
异常振动 |
弹簧的弹力减弱,弹簧错位 |
把弹簧调整到正常位置,更换弹力减弱的弹簧 |
阀体的中心,阀杆的中心错位 |
检查并调整偏差 |
溢流阀 |
不溢流 |
阀内部孔堵塞或阀芯导向部分进入异物 |
清洗 |
溢流时发生振动 |
压力上升速度很慢,溢流阀放出流量多,引起阀振动 |
调整溢流量,使其与压力上升量匹配 |
因从压力上升源到溢流阀之间被节流,阀前部压力上升慢而引起振动 |
增大压力上升源到溢流阀的管道口径 |
阀体漏气 |
密封件损伤 |
更换密封件 |
换向阀 |
不能换向 |
阀的滑动阻力大,润滑不良 |
进行润滑 |
密封圈损坏 |
更换密封圈 |
阀操纵力小 |
检查阀操纵部分 |
交流电磁铁有蜂鸣声,动作有误差 |
活动铁芯密封不良 |
检查铁芯,必要时更换铁芯组件 |
短路环损坏 |
更换固定铁芯 |
异物阻档铁芯滑动 |
清理异物 |
线圈烧毁 |
环境温度高 |
更换适合温度范围的阀 |
粉尘夹在阀和铁芯中间 |
清除粉尘 |
气缸 |
外泄漏 |
衬套密封圈磨损,润滑油不足 |
更换衬套密封圈 |
活塞杆偏心 |
重新安装活塞杆 |
活塞杆有伤痕 |
更换活塞杆 |
密封圈损坏 |
更换密封圈 |
内泄漏 |
活塞密封圈损坏,润滑不良 |
更换活塞密封圈 |
活塞配合面有缺陷,杂质进入密封圈 |
修理缺陷,清除杂质 |
输出力不足,动作不平稳 |
润滑不良 |
调节或更换油雾器 |
活塞或活塞杆卡住 |
检查安装情总值,消除偏心 |
气缸体内表面有锈蚀或缺陷 |
修理缸体内表面 |
缸内进入了冷凝水和杂质 |
加强对分水滤气器和油水分离器的管理,定期排放污水 |
复习题
1、空气压缩机的工作原理是什么?
2、试简单介绍空气压缩机的操作规程。
3、液压传动系统的使用要求是什么?
4、怎样维护制桶设备的液压系统?
5、试说明液压传动系统的常见故障及解决措施。
6、气压传动系统由哪些部分组成?
7、试说明气压传动系统的使用要求。
8、怎样对气压传动系统进行维护和保养?
【返回目录】

