《制桶工培训教程》
杨文亮 辛巧娟 编著
第八章 钢桶的涂装和印刷
本章主要学习钢桶的涂装前清洗、涂装、烘干工序,以及丝网印刷的工艺设备及操作维护,了解各工序的工艺要点、设备原理和结构,掌握设备的操作方法和维护保养要求,学习各工序的质量控制方法等。
第一节 钢桶的涂装前清洗
钢桶涂装前清洗是涂装前的准备工作,表面清洗关系着涂层的附着力和使用寿命,直接影响涂装质量,因此,这道工序越来越受到重视。
一、涂装前清洗的工艺要点
(1)表面清洗要求达到钢桶表面干净,清除钢桶表面的尘埃、油垢、水、氧化层、铁锈等杂物,以利于提高涂膜对钢桶表面的附着力。
(2)表面要平整,且有一定的粗糙度,以提高涂膜附着力,为涂膜的美观平整做好准备。
(3)清除表面可引起电化学反应的杂物,以增加表面抗腐蚀能力。
(4)表面清洗应包含脱脂、磷化、烘干等多道工序,清洗后钢桶表面不得留有残余清洗液,干燥无水迹。
(5)清洗效果应均匀,不得有内外效果不一,或表面花斑等不均匀情况。
(6)清洗后的钢桶,在自然状态下,要有三天内不起锈的抗锈能力。
二、清洗设备及其工艺过程
1、清洗设备
图8-1为钢桶涂装前清洗常用的通道式喷淋处理设备的剖面结构图。通道式前处理设备的形状为一封闭隧道。根据工艺流程及参数,将隧道分隔成若干处理区和若干沥水过渡段。每一个处理区仅完成一道处理工序。
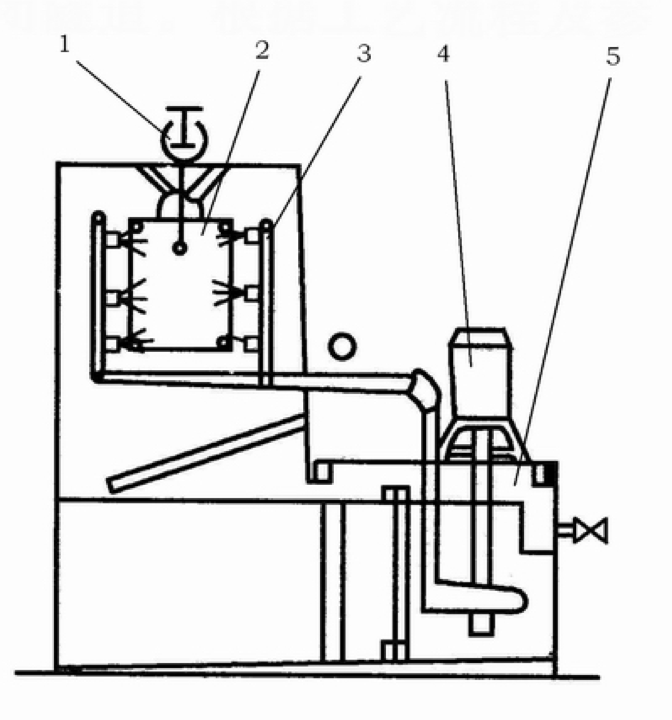
图8-1 隧道式喷淋清洗设备示意图
1-输送系统;2-钢桶;3-喷淋系统;4-耐蚀泵;5-贮液槽
隧道式喷淋清洗设备主要包括贮液槽、耐蚀泵、喷淋系统、通风系统、耐蚀泵、贮液槽、机体外壳、清洗烘道、控制柜等组成。它实际上是一条完整的生产线。
贮液槽的作用是贮存和净化槽液,保证槽液的正常工作循环。通常在贮液槽上设有溢流槽、挡渣板、排渣口、放水管、过滤板及水泵吸口等。贮液槽的长度一般等于喷淋处理段的长度,可以使喷洗后的槽液直接流回水槽。槽体材质除磷化槽和钝化槽要考虑耐酸性腐蚀外,其余槽可用普通碳素结构钢(一般需加衬里)。
设备壳体是连接设备各部件的主体,通常设计成整体结构,其形状如一封闭隧道,用地脚螺栓固定在设有排水沟的设备基础上。设备壳体一般由型钢和钢板焊接而成,有的采用悬链输送机运送钢桶,设备采用骨架结构,便于安装悬链轨道。各喷淋区之间设置有方形挡水板,以减少喷液的相互滚窜,影响处理质量。为提高挡水效果,可以在挡水板上安装胶条、尼龙丝刷,防止两相邻槽液的互窜。
喷淋系统是完成钢桶喷淋的主要工作部分,包括喷管、喷嘴、水泵。整个喷淋区的钢桶的工作液的喷射形状应连续、完整、无空当,保证钢桶的表面都能均匀地接触到处理液。为此,喷淋的喷管与喷嘴布置要合理,保证钢桶各部位都能得到处理。
加热装置是在工作前预热槽液,避免因脱脂槽液低温喷淋处理效果。
通风装置的作用有两点,一是在设备进出口设置抽风,以防止喷淋区的槽液蒸汽扩散至车间内;第二是在表面调整和磷化工序送风,在磷化后抽风,以抑制磷化酸雾的不良影响。
输送装置一般采用无级调速链轮式传输线,由无级调速电机、减速机、不锈钢链条、托桶轮以及两端定距链轮组成。有上部悬挂输送和下部滚链输送两类。
清洗烘道一般采用热风循环加热烘道,由保温壳体、燃烧机、循环风机及温度控制系统组成,可自动控制烘道内温度。
控制柜对设备全线运行、烘道温度以及传输速度进行控制。控制柜上装有控制电源开关、各水泵及传输的启动、停止按钮以及温度控制器、电磁调速电机控制器等。
2、清洗工艺过程
钢桶清洗设备的工艺过程大概分为如下几个工序段:预脱脂→脱脂→第一次水洗→第二次水洗→磷化→第三次水洗→水分烘干。
(1)预脱脂:就是钢桶进入设备前用较高温度的脱脂剂清洗,由于钢桶清洗前其表面除油脂外,还附有其它杂物,这些物质在进入正式清洗前就应冲洗掉,防止污染其它几个槽液。使用时应定期清理槽液和槽底沉淀物。
(2)脱脂:钢桶在这里进行脱脂处理,此槽温度稍低于预脱脂,一般采用的处理药液为LN-N364S(或类似功能的脱脂剂)兑成的水溶液,其浓度为10-11pt,处理温度为55℃,脱脂2分钟。
(3)第一次水洗、第二次水洗:经脱脂后的钢桶表面附着脱脂剂,如果不将脱脂剂清洗干净,不但影响磷化质量,而且磷化液将很快变质,以至于无法使用。为此设置第一次水洗和第二次水洗,可保证钢桶表面洁净无残留脱脂剂。
(4)磷化:磷化是该设备最关键的工序,由于磷化液的喷淋使钢桶表面产生一层磷化膜,以增加涂层的附着力,为涂装打下基础。可采用PF-3456(或类似功能的磷化液)处理剂,它建浴4.7%,浓度为13pt,工作温度为50℃,处理时间为2分钟。
(5)第三次水洗:是将磷化后的钢桶表面磷化液清洗干净,以便烘干出炉,第三次水洗时间为1分钟。
(6)水分烘干:经前几道工序清洗完,钢桶表面附有一层水,出设备前必须把它烘干。清洗烘道一般采用热风循环加热烘道,烘道全长约15米。烘道温度为190℃。
三、清洗设备的操作与维护
1、清洗设备的操作规程
(1)开机前,操作人员应正确劳保着装,并做好设备的维护保养工作。
(2)接通电源,打开电铃,依次开启预除油、除油、第一次水洗、第二次水洗、磷化、第三次水洗的供液泵,并观察有无故障。
(3)检查温度仪,观察烘干炉温度是否设定为190℃。
(4)检查各槽水位是否符合要求。
(5)先启动风机,再开启燃烧机电源,预热烘干炉。首次点火不成功时,检查原因后,再行启动,以免多次启动不成功造成燃烧室内积油爆燃。
(6)开启清洗输送链和烘干输送链。
(7)将待清洗的钢桶正确地放在传输链上,不允许随意乱放,以免钢桶脱轨,撞坏设备。
(8)当工作完毕后,应先停止燃烧机工作,等烘干炉温度低于80℃时再关闭风机。
(9)工作结束后,切断电、水、气、油源,清理现场,放第三次清洗槽水,检查预除油槽、除油槽、磷化槽水位和浓度,补足水,按要求补充药液,为下次工作做好准备。
2、清洗设备的维护保养
(1)清洗设备必须由专人负责使用,发生故障由专人及时修理,不得带病工作。维修时不得随意更改设备结构和控制电路。温度控制器如有故障,应及早修理或换新。
(2)设备必须接地,地线应牢固有效。
(3)脱脂、预脱脂及磷化药液配方及槽液浓度应严格按有关规定执行,不得随意改变。
(4)生产前应依次接通电源、水源、压缩空气源、蒸汽源、油箱供油。然后依次开启下列温度控制器:脱脂温度50-150℃,磷化温度45-50℃,烘道温度100-110℃,蒸汽温度170℃)。
(5)检查各油杯中和蜗轮蜗杆减速机之油位,不足时应及时补充。
(6)依次检查各槽水位:脱脂槽、预脱脂槽水位以不溢出为宜;第一次水洗槽应随时溢出,以便保持水的纯度;磷化槽水位应低于溢水口20mm以下为好;第三次水洗以上水阀开着为好,此槽每班生产后要放空,以保持水的纯度。
(7)冬季应注意设备保暖,室内气温不应低于5℃。
四、钢桶的表面清洗质量控制
钢桶涂装前表面清洗的质量关键是要形成良好的磷化膜,所以是否形成良好的磷化膜就成了清洗工序质量要求的首要控制目标。表8-1为涂装前表面磷化清洗工序常见的质量问题和产生的原因及解决方法。
表8-1 常见的磷化质量问题及解决方法
| 序号 |
质量问题 |
外观现象 |
产生原因 |
解决方法 |
1 |
无磷化膜或磷化膜不易形成 |
整体或局部无磷化膜,有时发蓝或有空白片 |
(1)总酸度不够或游离酸太低 |
(1)补加磷化剂 |
(2)处理温度低 |
(2)升高磷化槽液温度 |
(3)脱脂不净或磷化时间短 |
(3)加强脱脂或延长磷化时间 |
(4)磷化槽液比例失调 |
(4)调整或更换磷化槽液 |
2 |
磷化膜过薄 |
磷化膜结晶过细或无明显结晶,抗蚀能力差 |
(1)总酸度过高 |
(1)加水稀释磷化槽液 |
(2)磷化时间不够 |
(2)延长磷化时间 |
(3)处理温度过低 |
(3)升高处理温度 |
3 |
磷化膜结晶粗大 |
磷化膜疏松、多孔、表面有水锈 |
(1)钢桶表面未清洗干净 |
(1)加强磷化前脱脂处理 |
(2)钢桶在磷化前生锈 |
(2)除锈水洗后减少钢桶在空气中的暴露时间 |
(3)游离酸度偏低 |
(3)加入磷酸等,提高游离酸度 |
(4)磷化温度太低 |
(4)提高槽液温度 |
4 |
磷化膜挂灰 |
磷化膜干燥后表面有白色粉末 |
(1)槽液含渣量过大 |
(1)清除槽底残渣,并定期过滤 |
(2)酸比太高 |
(2)补加磷化剂 |
(3)处理温度过高 |
(3)降低磷化处理温度 |
(4)溶液中氧化剂含量过高,总酸度过高 |
(4)停加氧化剂,调整酸的比值 |
5 |
磷化膜发花 |
磷化膜不均匀,有明显流挂痕迹 |
(1)除油不干净 |
(1)加强脱脂或更换脱脂剂 |
(2)磷化槽液喷淋不均匀 |
(2)检查并调整喷嘴 |
(3)磷化温度低 |
(3)提高磷化温度 |
6 |
磷化表面生锈 |
磷化后钢桶表面产生黄色斑或锈点 |
(1)磷化膜晶粒过粗或过细,使耐蚀性降低 |
(1)调整游离酸度与总酸度的比例 |
(2)游离酸含量过高 |
(2)降低游离酸含量,可加氧化锌或氢氧化锌 |
(3)溶液中磷酸盐含量不足 |
(3)补充磷酸二氢盐 |
(4)磷化槽沉淀多,已堵塞喷嘴 |
(4)检查喷嘴并进行清理,检查磷化槽沉淀量 |
(5)处理温度低 |
(5)提高处理温度 |
(6)设备原因,如喷淋的压力过大、喷嘴方向不合理等 |
(6)逐一检查设备是否运行正常 |
7 |
磷化膜发红 |
磷化膜红但不是锈 |
(1)铜离子渗入磷化液 |
(1)注意不用铜挂具 |
(2)酸洗液中的铁渣附着 |
(2)加强酸洗过程的质量控制 |
8 |
磷化槽液变黑 |
磷化槽液变黑浑浊 |
(1)槽液温度低于规定温度 |
(1)升高槽液温度至沸点,保持1~2h,并用空气搅拌器搅拌,直至恢复原色 |
(2)溶液中亚铁离子过量 |
(2)氧化剂,如高锰酸钾等 |
(3)总酸度过低 |
(3)补充硝酸等,提高总酸度 |
9 |
磷化膜发蓝 |
部分表面产生紫蓝色彩 |
(1)磷化及水洗喷嘴堵塞 |
(1)检查、清扫喷嘴 |
(2)磷化槽液中的锌离子含量不足 |
(2)补加磷化液或硝酸等 |
10 |
涂膜起泡 |
涂装后,涂膜发生起泡现象 |
(1)磷化后水洗不充分 |
(1)检查喷嘴和水洗方法 |
(2)清洗水被污染 |
(2)增加供水量,或加强清水循环 |
(3)纯水水质不好 |
(3)控制纯水的电导率在5μS/cm以下 |
(4)吊架或传送链上滴落水 |
(4)消除这类滴水 |
【返回目录】

