《制桶工培训教程》
杨文亮 辛巧娟 编著
第六章 桶底顶冲压和预卷成形
第三节 钢桶封闭器成形
钢桶封闭器有多种型式,最常用的是螺旋式封闭器和封闭箍式封闭器。螺旋式封闭器用于闭口钢桶,封闭箍式封闭器用于开口钢桶。因为对于大多数制桶企业而言,螺旋式封闭器属于外购配件,生产中只是将螺圈压合在桶顶上即可,其工艺方法与第一节学习的冲压工艺方法相同。封闭箍式封闭器则多数企业为自产自用。所以本节主要学习封闭箍式封闭器的成形工艺。
一、封闭器成形工艺要点
(1)结构尺寸:封闭器的结构和尺寸应符合产品标准的规定。
(2)外观:封闭器表面应光滑、平整,壁厚均匀无裂纹,无毛刺、无缺角、无起皱、无变形、无锈蚀等缺陷。
(3)装配:封闭器各部件配套齐全,保证互换;装配后配合紧密无松动。封闭箍式封闭器紧固后,密封垫圈应充满桶顶盖凸缘,不得外溢,箍的首尾端间距应符合规定。
(4)表面涂镀:封闭器表面按需要镀锌或涂敷涂料。涂覆层应完整,无起泡现象。锌层厚度不小于7μm,涂层厚度不小于20μm,不得有影响使用的其他缺陷。
(5)螺纹。旋盖型封闭器螺纹应光滑完整,不得有破损,保证互换,啮合不小于3个整牙,使之啮合良好。
二、桶箍成形机的原理和结构
封闭箍式封闭器一般有两种,一种是杠杆型,一种是螺栓型。除了封闭箍本身需要专用设备生产外,其他零件都是冲压件。
桶箍成形是滚压成形方法的特殊应用。将带钢送进前后直排的数组成形辊轮中,随着辊轮的回转,在将带料向前送进的同时,又按次序进行弯曲加工,以成型出所需断面形状的加工方法,在最后一对辊轮的前方(即成型件出来的位置),放置一只卷圆辊轮或弯曲轨道(与卷板机原理相同),挡住了成型后带料前进的去路,随着卷圆辊轮的旋转拨动,成型带料向上走,于是圆环形的桶箍便成形了。所以,桶箍成型的原理,实际上是滚压成型与卷圆成形两种成形方式的组合。
如图6-4为桶箍成形机结构示意图。桶箍成型机主要由导向装置、滚压装置、卷圆装置、传动装置、收料装置等组成,图中显示为主要成形部分。
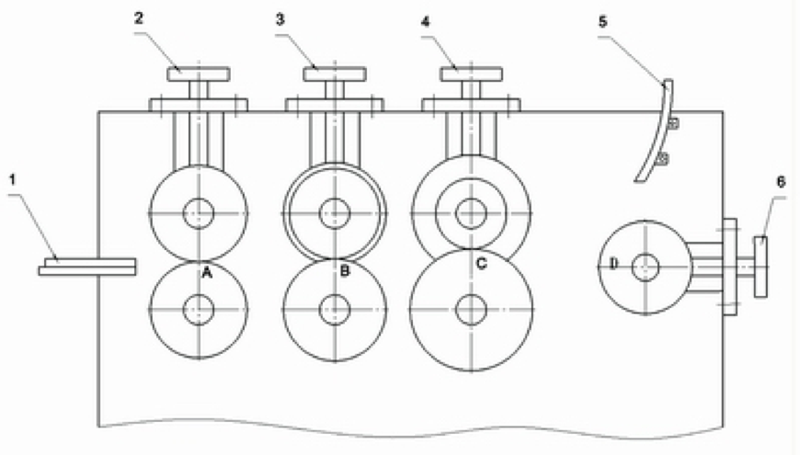
图6-4 桶箍成形机结构示意图
1-定位滑槽;2-头道辊轮组;3-二道辊轮组;4-三道辊轮组; 5-卷圆导向轨;6-卷圆辊轮组
封闭箍成形机工作过程:带料从定位滑槽1中送进,可使带料位置不致偏斜。然后通过A、B、C三道辊轮的滚压,已形成所需零件的断面形状。当带料从C辊出来后遇着卷圆辊D,使带料转向上弯,由导向轨5导向卷圆成形。定位滑槽1是可以调节宽度的长槽,可适用不同宽度带料的定位需要;手轮2、3、4可调节辊轮A、B、C上下辊之间的间隙,使之适用不同厚度的带料;手轮6可调节卷圆辊D与成型辊C的距离,以实现不同直径的封闭箍。
三、桶箍成形机的使用和维护保养
1、桶箍成形机的操作规程
(1)首先根据工艺文件检查成形辊轮槽形是否与工艺要求一致,如不一致,应先更换辊轮。
(2)开机前,操作人员应检查设备的紧固件是否正常,一切正常后,按规定对设备进行全面润滑。润滑部位主要是各传动轴承、齿轮和手轮螺杆。
(3)按照带料宽度调整进料导轨;按照桶箍截面形状及板厚调节辊轮调节手轮,使三道辊轮压形进给量平均分配;按照桶箍直径要求调整卷圆辊轮位置调节手轮。
(4)调整完成后应空车运行2-3分钟后方可进行实车运行调试。
(5)工作过程中,严禁手或戴着手套伸到辊轮上接触桶箍或擦拭设备。
(6)当出现带料被卡、送料不顺、卷圆反向等异常情况时,应立即停车,进行检查和修理。
(7)工作中,应经常查看产品有无质量问题,发现问题应立即停车检查。如因辊轮槽形磨损影响产品质量,应立即更换成形辊轮。
(8)工作完毕后,切断电源,清扫现场和擦拭设备,保持清洁。
2、桶箍成形机的使用与维护
(1)该设备在使用中最为重要的是调整,当产品改变或更换零部件时,都需要对设备进行调整,使其适应产品的要求。调整时,要使桶箍成形深度平均在三道成形辊中滚压完成,辊轮的间隙要适当,间隙过小时,辊轮受力过大,设备易受损坏;间隙过大,对桶箍成形不利,可能造成成形不到位或成形后反弹。
(2)设备的易损件有定位滑槽和辊轮。于由与材料直接接触,容易因磨损而变形,变形后的辊轮,将难以生产出合格的产品。所以在生产中,应经常检查辊轮的磨损情况,当发现辊轮形状或尺寸超差时,应及时更换或修理。
(3)桶箍成形机传动系统零件较多,四道辊轮均由同一电动机带动,各辊轮间传动采用齿轮进行同步传动,中间还有过桥齿轮。由于齿轮传动过程较多,磨损也较为严重,声音也相对较大,所以齿轮的润滑极为重要,以减小磨损和降低功率损耗。另外在调整上下辊轮间隙时,要及时调整过桥齿轮的位置,使各齿轮间啮合到最佳位置,可以减小传动噪声。齿轮润滑采用高速油脂。
(4)各轴承部位每天需润滑一次。在生产过程中,应常常在各成形辊轮槽中加入少量润滑油,以减少辊轮槽的摩擦损耗,并减少因摩擦引起的产品表面划伤。
(5)每天设备要定时清理,清理铁屑及污油。传动齿轮上的油污应每月清洗一次,换上清洁的润滑油。辊轮表面被划伤时,要及时修复,以免加快磨损和划伤产品。设备传动部件不应外露,以免掉入铁屑等杂物损坏传动部件。
四、桶箍成形质量控制
表6-4为桶箍成形常见缺陷及解决措施。
表6-4 桶箍成形常见缺陷及解决措施
| 序号 |
缺陷 |
原因分析 |
解决措施 |
1 |
桶箍扭曲 |
成形辊轮槽形不对中 |
调整成形槽轮,使辊槽中心在同一条直线上 |
卷圆辊轮槽偏斜 |
调整卷圆辊轮,使之与成形辊轮槽在同一平面上。 |
2 |
桶箍截面两侧料宽超差偏斜 |
进料滑槽位置不当 |
调整进料滑槽位置 |
成形辊轮轴向位置不当 |
调整成形辊轮轴向位置,使之与进料滑槽位置相适应 |
3 |
桶箍截面形状尺寸不正确 |
成形辊轮槽轮不合适 |
更换合适辊轮 |
成形辊轮调整不当 |
调整成形辊轮间隙和位置 |
4 |
桶箍直径尺寸超差 |
卷圆辊轮位置不当 |
调整卷圆辊轮位置 |
5 |
桶箍表面划伤 |
成形辊轮间隙太小 |
调整成形辊轮间隙 |
成形辊槽磨损 |
更换或修理辊轮 |
辊槽间有铁屑或杂物 |
清理辊槽间杂物或铁屑 |
材料表面状况差 |
生产时在辊槽间加入适量润滑油 |
6 |
桶箍两端存在直线段 |
送进的带材为单条料 |
采用连续带钢进行生产,成形后再截断 |
7 |
设备工作吃力,传动声音大 |
材料厚度超差 |
更换材料 |
成形辊轮间隙过小 |
调整辊轮间隙 |
传动齿轮润滑不好 |
加强润滑 |
齿轮传动啮合不好 |
调整齿轮或过桥轮位置 |
复习题
1、冲压的成形方法有哪些?制桶冲压常用哪些成形方法?
2、压力机的飞轮有什么作用?
3、制桶常用的冲压模具结构有哪几种?各用在哪些工序上?
4、压力机的使用与维护应注意哪些环节?
5、试说明冲压工序常见的质量问题及解决办法?
6、桶底顶预卷喷胶的工艺要点有哪些?
7、简要说明桶箍成形机的操作规程。
【返回目录】

