《制桶工培训教程》
杨文亮 辛巧娟 编著
第六章 桶底顶冲压和预卷成形
第二节 桶底顶预卷喷胶
桶底顶预卷是为了保证卷边封口工序的质量而设置的。经过预卷的桶底盖,不仅能够比较容易地实现七层卷边,而且由于预卷边的同时进行了密封胶的喷涂,使卷边密封性能得到了有力的保证。所以,国内外钢桶生产企业,均把桶底顶预卷作为一道必须的工序来做的。
一、预卷喷胶工艺要点
(1)预卷后桶底顶零件应有光滑均匀的周边圆弧,没有机械损伤、拉伤缺陷。不能有卷偏现象(即四周圆弧尺寸不相同,有一段卷得多,另一段卷得少)。
(2)预卷边的形状和尺寸必须符合工艺要求,误差不得超过规定的偏差。
(3)预卷边圆弧内乳胶应均匀,并填满弧内,干后形成一均匀环形密封胶垫,不得有断胶现象。胶层与卷边处附着力应良好、胶层弹性好。
(4)桶底顶表面应干净无胶点。
(5)桶底顶表面不能有机械划伤,尤其是镀锌桶,表面不能划伤镀锌层。
(6)选用的密封胶应与钢桶内装物品相适应,不得与内装物反应或污染内装物。密封胶还应有良好的耐高温性,以免在钢桶通过油漆烘炉时,分解或失效。
(7)预卷喷胶后桶底顶应水平放置,有利于胶液流平均匀固化。
二、预卷机工作原理与结构
预卷机由机架、上下压盘、卷边滚轮系统、传动系统、喷胶系统、控制系统以及送料架等组成。如图6-3为预卷机外形示意图。
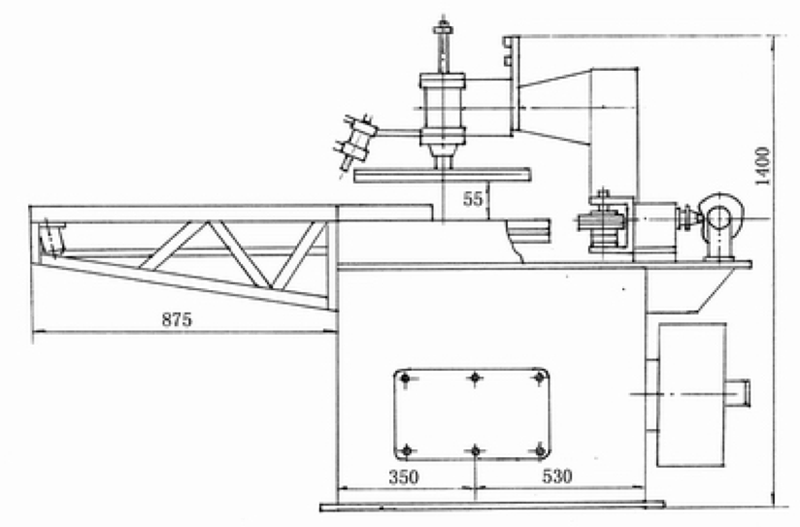
图6-3 桶底顶预卷喷胶机示意图
预卷机的工作原理如下:下盘由电机经减速轮系统减速后带动运转,工作开始时,先将桶底顶从侧面放入上下盘之间,上盘由气缸驱动下压,把桶底(顶)紧紧夹于上下盘之间并随下盘转动,然后右边预卷滚轮由凸轮驱动经滑轨导向往左移动,移向桶底顶边缘,使桶底顶边缘沿着预卷滚轮向上卷起;在此同时,喷枪喷出一股密封胶液到桶边上,在离心力作用下向已卷起的圆弧内移动,形成一完整均匀的胶圈,然后,凸轮转入低谷,滚轮退出,接着上盘气缸动作,使上盘上移离开桶底顶。桶底顶失去夹紧力,在转动惯性的驱动下甩出预卷机。接着又重复以上的过程。
喷胶系统是由贮胶罐、喷枪、压力表、输气管、输胶管、气压系统以及控制系统等组成。把压缩空气通入贮胶罐中,使罐内的胶液获得一定的压力,再将胶液通到喷枪上,喷枪上设有控制阀门,当阀门打开时,胶液便从喷枪中喷出,当阀门关闭时,喷枪停止喷胶。喷枪控制系统由上下压盘控制系统协调工作。
三、预卷机的使用与维护
1、预卷机的操作规程
(1)操作前,应先检查预卷滚轮易损件是否磨损变形,如不能满足工艺要求,应立即维修或更换。
(2)开机前,操作人员应检查设备的紧固件是否正常,安全防护装置是否齐全,安全阀是否完好,气路是否畅通,一切正常后,按规定对设备进行全面润滑。将气源工作压力调整为0.5~0.6MPa。
(3)先将胶罐中的压缩气体泄压后,方可打开胶罐。将胶罐内清理干净后,再加入密封胶。加完密封胶后,应将胶罐密封好后放可通入压缩空气。将空气压力调整为0.15MPa。
(4)开机时,先放入桶底顶,再按动电机电源,转动设备。设备运转时,严禁清洗、加油或正面观察运转情况,不允许用手触模运动件。
(5)操作时,两手不得进入上下压盘中间部位,发现异常情况,应先停机,再处理。
(6)两个人操作时,须密切配合,集中精力,协调工作。
(7)工作完毕后,先切断电源,关闭气路,清扫设备及工作现场。
(8)下班前,应对喷胶枪及贮胶罐,应采取有效措施进行密封,防止凝胶结块,损坏喷嘴。
2、预卷机的维护与保养
(1)设备应每天进行清洗,将设备各部位表面的胶点清理干净。
(2)每班按规定加好润滑油。上下主轴、预卷滚轮、滚动轴承,第月添加润滑脂一次;主轴滑套,第班加注机械油润滑一次;传动齿轮、拐臂销轴处每周涂工业润滑脂一次。
(3)保证压缩空气的气源压力,调整工作压力为0.5~0.6MPa。
(4)每班后必须认真清洗胶管喷枪及喷胶电磁阀,以防胶液干结影响下班正常喷胶。
(5)班前按动手动喷胶按扭,检查能否正常喷胶,否则应重新清洗胶管喷枪及喷胶电磁阀。
(6)正确操作与调整:
a.调节预卷滚轮连杆螺纹长度可精确调整的预卷轮位置;
b.调整时间继电器可调节合适的喷胶时间以及给胶量;
c.调整节流阀可精确调节适当的工作速度;
d.调整工进行程开关撞块,可选择恰当的工进位置。
(7)预卷滚轮为易损件,应经常进行观察和测量,如因磨损不能满足工艺要求时,应立即更换和修理,不得凑合使用。
(8)发现转速慢时,可能传动皮带已松打滑,应立即更换新的传动皮带。
四、预卷喷胶工序质量控制
表6-3为桶底顶预卷喷胶工序常见问题及解决措施。
表6-3 桶底顶预卷喷胶工序常见问题及解决措施
| 序号 |
问题 |
原因 |
解决措施 |
1 |
胶液喷溅 |
喷枪角度不当 |
调整喷枪角度 |
胶液压力太大 |
调节调压阀,降低胶液压力 |
2 |
工作时,桶底顶不动或转速慢 |
上下压盘夹紧力不足 |
调节调压阀,使夹紧气缸压力增大 |
3 |
预卷边形状或尺寸不符合工艺要求 |
预卷滚轮槽型磨损 |
更换滚轮 |
滚轮进给量不足 |
调节进给量 |
4 |
喷胶不均匀,时断时续 |
密封胶内有杂质 |
过滤密封胶 |
密封胶有结块或稀稠不均 |
加强密封胶的搅拌 |
喷枪堵塞 |
清理喷枪 |
5 |
喷胶量过大或过小 |
喷胶时间太长 |
调整喷胶时间 |
喷胶压力太大 |
降低喷胶压力 |
6 |
桶底顶表面有划伤 |
上下压盘压力小,造成打滑摩擦 |
调整上盘压力 |
转盘刹车不灵 |
调整刹车 |
卸料动作不协调 |
调整协调压盘分开与卸料动作 |
7 |
胶层薄厚不均或流向一边 |
预卷完成的桶底顶没有平放 |
将产品平放,让胶层流平 |
喷胶时间不协调,造成有些部位喷胶量多 |
调整喷胶时间,使其基本实现整圈喷胶 |
8 |
预卷边处有毛刺和铁屑 |
滚轮磨损严重 |
更换滚轮 |
滚轮槽型不合工艺要求 |
修理滚轮槽型 |
滚轮位置调整不当 |
调整滚轮位置 |
滚轮进给凸轮安装不正确 |
重新正确安装凸轮 |
【返回目录】

