《制桶工培训教程》
杨文亮 辛巧娟 编著
第五章 桶身成形
第三节 桶身胀形工序
近年来,胀形工艺在钢桶生产中应用日益广泛,主要应用于桶身的成型,如波纹、环筋的胀形,矩形桶桶身的胀形,方便桶、锥形桶桶身的胀形等。胀形设备多采用液压传动方式,不仅使机构缩小,控制及操作方便,而且加工精度及效率都较高。
一、胀形工艺要点
桶身胀形工序的工艺要求,主要有以下要点:
(1)桶身成形部位的形状应符合工艺尺寸的要求。
(2)桶身就圆整、变形均匀,不得有棱角和凹陷等缺陷。
(3)桶身变形处无胀破和裂纹。
(4)胀形变薄处厚度不应低于材料厚度的2/3。
(5)对于波纹、环筋的胀形,要求不得偏斜、扭曲。
(6)对于矩形桶桶身的胀形,不得把焊缝胀在桶身圆角处。
二、胀形机的原理和结构
胀形是采用多瓣模具,从中心向四周胀大,借用胀形力的作用,将圆形桶身在径向放大成为所需要的桶身形状。胀形时,桶身变形仅限于径向尺寸的变化,轴向不参与变形。胀形变形区内钢板处于双向受拉的应力状态,变形区内板料形状的变化主要是由其表面积的局部增大实现的,所以胀形时毛坯厚度的变薄是不可避免的。在一般情况下,变形区的毛坯不会产生失稳起皱现象,制成的桶身表面光滑、质量好。
不同原材料的胀形极限并不相同,一般说来,材料的塑性好、硬化指数值大时,胀形成形的极限值也高,所以能够变形的尺寸也就越大。当胀形尺寸要求超过材料胀形极限时,材料就会胀破。当变形尺寸小于材料弹性极限时,胀形完成后桶身形状又会恢复原样。所以胀形变形范围必须是在材料的弹性极限和胀形极限之间。
胀形机有多种类型,钢桶桶身的胀形主要是采用钢模胀形。胀形力的传递有液压、气动、机械等,目前多采用液压传动方式。如图5-2为常见的液压桶身胀筋机结构示意图。
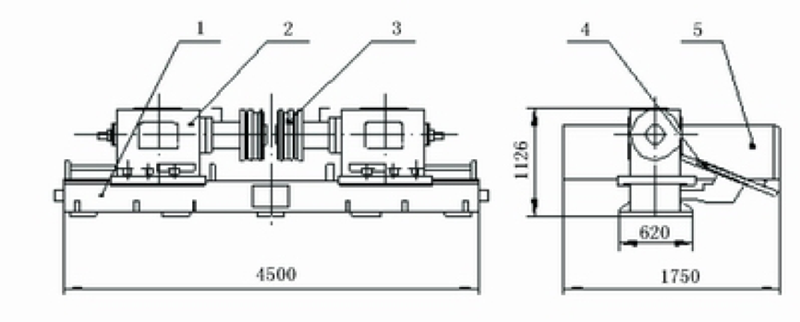
图5-3 桶身胀筋机结构示意图
1-底座;2-主轴箱;3-胀筋模;4-上料装置;5-导板
底座为钢板焊接结构,顶部镶有铸铁导轨。左右主轴箱沿导轨面滑动。
主轴箱前端安装有胀筋模,后端装有胀筋油缸,由此油缸驱动,并可根据需要调整接近开关的位置,控制胀筋大小,使其完成胀筋工序。主轴箱的进退,由液压驱动根据需要调整接近开关的位置,以控制主轴箱的行程。
经翻边或是滚压波纹后的桶身,自由滚落至上料架上,由接近开关控制上料油缸动作,将桶身送入两主轴箱间,两主轴箱相对前进,桶身定位,上料架随之复位。
胀筋模主要由八个滑块、八个胀筋模块、左右两个内外滑板、胀筋锥体及复位弹簧等零部件组成。胀筋时胀筋油缸活塞杆推动锥套,撑开胀筋模块,胀出需要的筋来,随后胀筋缸活塞后退,使以上各零部件快速复位,完成一个工作循环。
左右导板是根据翻边或者滚压波纹后的桶身长度,固定在左右主轴箱前端的床身上。将胀筋后的桶身输送到下道工序或堆放处。
三、胀形机的操作与维护保养
胀形机的操作有手动操作和自动操作两种模式。将旋钮开关拨至手动位置,用于单机调试、各部件单动、排除故障等。将旋钮拨至自动位置时,用于连续生产自动控制。
1、胀形机的操作规程
(1)操作人员应熟悉胀形机的结构、性能,禁止超性能使用胀形机。
(2)开机前,操作人员应正确劳保着装,检查胀形机的紧固件、传动件是否正常,油雾器是否有润滑油,油箱油位不得低下线,安全防护装置是否完好,气路是否畅通。一切正常后,按规定全面润滑胀形机。
(3)打开控制电源,启动油泵,先打到手动位置,检查各系统,气压系统压力应小于10MPa,油温不得高于40℃,一切正常后,回到原位,再打到自动位置,上桶胀形。发现异常,立即停机检修。
(4)观察胀形情况,发现一端没有胀形或一端胀模没能退出故障时,不允许强行退出,应立即停车,胀形机再启动重新胀一次,并立即修理。
(5)工作完毕后,切断电源、气源,清扫设备及现场。
2、胀形机的维护与保养
胀形机的零部件所有摩擦面,应当全面按期进行润滑,以保证胀筋机的可靠性,并减少零部件的磨损及液压站功率的损失,为此操作者应当遵守以下规定:
(1)胀形机采用30号机油润滑,其粘度为3.81°~4.59°E50,操作者可按工作环境的温度在上述范围内调节。
(2)主轴箱底板上两侧的油杯,箱体上所有油杯及胀筋模滑块摩擦面上每班要加油最少一次。
(3)经常保持设备的整齐、清洁、周围环境要保持清洁卫生,产品堆放整齐。
(4)经常检查设备的零部件是否有松动的现象,并及时排除,保持设备的正常动转。
四、胀形质量控制
胀形工序的尺寸构成是极大限度地利用了金属材料的塑性变形能力和冷作硬化特性,有时因为钢桶材料的缺陷和前道焊接工序的缘故使胀形产生开裂等缺陷,这是非胀形工序原因造成的。表5-3为胀形工序常见问题及改善措施。
表5-3 常见胀形缺陷及改善措施
| 序号 |
缺陷 |
产生原因 |
改善措施 |
1 |
胀形节拍慢 |
控制系统故障 |
检查控制阀等元器件,修理或更换 |
工作节拍调节不当 |
调整胀形机工位速度 |
2 |
连续胀形 |
定位挡块位置不当 |
修理或调整定位挡块 |
行程开关故障 |
调整或更换行程开关 |
3 |
环筋间距超差 |
液压系统控制故障 |
更换或调整液压阀 |
4 |
胀形尺寸超差 |
胀模不到位 |
调整胀模行程 |
胀模磨损或设计缺陷 |
修理胀模或更换胀模 |
5 |
胀形圆周上不完整 |
胀模内胀块损坏 |
修理或更换损坏的胀块 |
6 |
胀破或裂纹 |
胀形速度过快 |
调整胀形速度 |
超出材料胀形极限 |
更换材料 |
胀形模具磨损或设计缺陷 |
修理胀模或更换胀模 |
7 |
桶身表面有棱角 |
胀块数量少或设计缺陷 |
改造胀形机或修理胀模 |
复习题
1、试说明挤压翻边机的原理和工作过程。
2、翻边工艺有哪些质量方面的要求?
3、桶身翻边工序常见哪些质量问题,如何改善?
4、滚压成形机由哪些部分组成,各有什么作用?
5、滚压成形机的维护和保养应注意哪些方面?
6、桶身胀形的工艺要点有哪些?
7、简述桶身胀形机的操作规程。
8、桶身胀形工序常见哪些质量问题?如何解决?
【返回目录】

