《制桶工培训教程》
杨文亮 辛巧娟 编著
第五章 桶身成形
第二节 桶身滚压成形
桶身滚压成形应用比较广泛,一般应用于桶身滚压翻边、桶身波纹滚压成形、桶身环筋滚压成形、桶口缩径成形等,其工作原理及设备结构基本相同,所不同的是成形部分的滚压模具形状,这里我们以常用的波纹滚压成形为主分析和学习。
一、滚压成形工艺要点
(1)桶身成形部位应圆整,桶身应无明显失圆、凹瘪、歪斜等缺陷。
(2)桶身成形部位过渡光滑,无毛刺与机械损伤。滚压处不得有刮痕、划痕等缺陷。
(3)波纹中心线应垂直于桶身轴心线,不得有偏斜现象。
(4)波纹、环筋的尺寸应符合工艺要求,波纹高度误差不得超过±2mm(以200升钢桶为例)。
(5)两环筋距桶身两边距离应一致,误差不得超过±2mm(以200升钢桶为例)。环筋直径应圆整一致。
二、滚压成形机的原理及结构
滚压成形,是利用摩擦力的作用,使夹在上、下滚轮中间的桶身在压力作用下,与下滚轮同步旋转,并使桶身在上、下滚轮的作用下,使其与滚轮接触的部位上产生局部的塑性变形。这种在桶身上辊轧波纹的方式属局部成型,变形区材料受双向拉伸作用。
滚压成形机工作时,由主运动(成型运动)和辅助运动(进给运动)组成,其成型运动也不是单一的运动。滚压成形机上、下滚轮相当于波纹状靠模,桶身上波纹的产生是利用仿形运动,因而波纹滚轮执行的成型功能是周向旋转、径向进给及仿形这些复杂运动的综合体现。
图5-2为滚压成形机结构示意图。
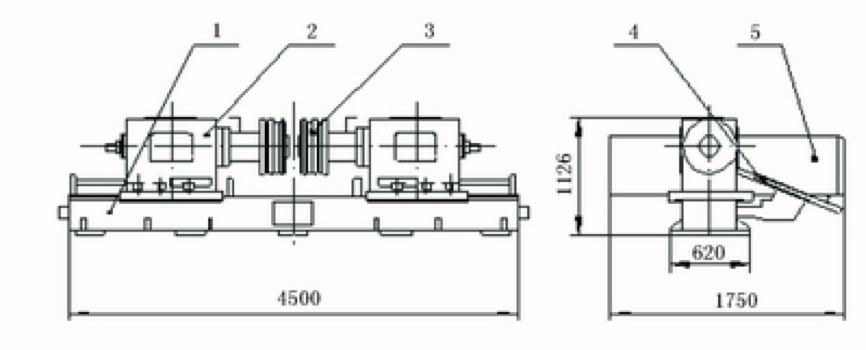
图5-2 滚压成形机结构示意图
1-底座;2-主轴箱;3-成形滚轮;4-上料装置;5-导板
滚压成形机主要由底座、左右主轴箱、滚压成形滚轮、上料装置、左右导板及液压站及电气控制等部分组成。
底座一般为钢板焊接结构,顶部镶有铸铁导轨,左右主轴箱沿导轨面滑动。
主轴箱体为焊接结构,顶部装有电动机,经皮带和圆柱斜齿轮传动主轴运转。主轴箱的前端部装有桶体定位圆盘;上波纹辊轮压下和抬起均由压下油缸直接传动。使钢桶压出波纹。主轴箱的进、退由送进油缸驱动,并可根据需要调整接近开关的位置,以控制主轴箱的行程。
将桶身自由滚落至上料架上,由接近开关控制上料油缸动作,将桶身送入两主轴箱间,两主轴箱相对前进,桶身定位,上料架随之复位。
下滚压成形滚轮装于两主轴箱主传动轴前端,上成形滚轮装于从动轴的前端,并由液压缸驱动轴上下运动。成形滚轮材质为GCr15,滚轮需热处理HRC62~66。
左右导板是根据桶身长度,固定在左右主轴箱前端的床身上。并将成形后的桶身输送到下道工序。
滚压成形机有手动操作和自动操作两种。将旋钮开关拨至手动位置,用于单机调试、各部件单动、排除故障等。将旋钮拨至自动位置时,用于连续生产自动控制。
三、滚压成形机的操作与维护
1、滚压成形机的操作规程
(1)操作人员应熟悉滚压成形机的结构、性能,禁止超负荷使用设备。
(2)开机前,操作人员应对设备的传动机构、紧固件、安全防护装置、气动元件放水、加油等情况进行检查,一切正常后,按规定全面润滑。
(3)设备启动后,空车运行1~2分钟后方可进入实车运行。
(4)开机后应注意左右主轴箱运动是否同步,上下成形滚轮转动是否同步,如有问题,应立即停机检修。
(5)设备左右滚轮在桶身压出的波纹是否跑线、压头是否退出,否则视情况再压一次。
(6)该设备的上下滚轮属易损件,如发现不能满足工艺要求时,应立即维修或更换。
(7)该设备与前后设备连线联动时,注意其协调性,如不协调,应立即调整。
(8)工作完毕后,切断电源,关闭气源,维护保养设备,清扫现场。
2、滚压成形机的维护与保养
滚压成形机的零件部所有磨擦面,应当全部按时进行润滑,以保证设备的可靠性,并减少零件的磨损及功率的损失,为此操作者应当遵守以下规定:
(1)翻边机采用30号机油润滑,其粘度为3.81°~4.59°E50,操作者可按工作环境的温度在上述范围内调节。
(2)主轴箱底板两侧的油杯,箱体上所有的油杯及磨擦面上,每班要加油润滑一次。
(3)主轴箱的轴承、齿轮与滚压成形滚轮轴承、圆盘滚轮轴承等采用ZG-1和ZG-2钙基润滑脂润滑,操作者要从滚压成形机开动之日走加油后,间隔时间为20天加一次润滑脂。
(4)经常保持设备的整齐、清洁、周围环境要保持清洁卫生。
(5)经常检查设备的零部件是否有松动的地方,发现故障及时排除,不允许带病工作,保持设备的正常运转。
四、滚压成形工序质量控制
如表5-2所示为滚压成形工序常见问题及解决措施。
表5-2 滚压成形工序常见问题及解决措施
| 序号 |
常见问题 |
原因分析 |
解决措施 |
1 |
两端波纹不对称,波纹距桶两端距离不相等 |
两侧定位板位置不正确 |
调整两端定位导板位置 |
2 |
波纹滚偏,位置偏离指定位置 |
滚轮辊向偏移 |
调整滚轮位置,防止轴向窜动 |
2 |
尺寸误差 |
滚轮磨损 |
重新修磨或更换滚轮 |
上、下滚轮轴向错位 |
调整滚轮轴向位置尺寸 |
上、下滚轮径向间隙大 |
调整滚轮间隙 |
3 |
刮痕或划痕 |
滚轮边缘圆倒角太小 |
修理滚轮边缘倒角 |
滚轮表面磨损 |
修理滚轮或更换滚轮 |
上、下滚轮间隙过小 |
调整滚轮间隙 |
4 |
弯曲处裂纹 |
材料塑性差 |
更换材料 |
缝焊硬化 |
检查缝焊质量,改善表面硬化 |
滚轮形状不正确 |
更换滚轮 |
5 |
偏斜 |
桶身定位不稳 |
调整桶身定位装置 |
【返回目录】

