《制桶工培训教程》
杨文亮 辛巧娟 编著
第五章 桶身成形
本章主要学习桶身成形的各种工序方法,以及各工序设备的结构、性能、操作和维护等方面的内容。桶身成形的主要工序有桶身翻边、桶身滚压(包括滚压波纹和缩径)成形、桶身胀形等。关键了解滚压及胀形的原理及设备结构,掌握工艺要点、设备的操作和维护保养等。
第一节 桶身翻边工序
一、翻边工艺要点
桶身翻边是为了后道与桶底盖卷边封口工序做准备,一般工艺要求如下:
(1)桶身翻边宽度应符合工艺要求,翻边角度一般情况下为90°~110°。不得过翻,翻边角度小于90°将影响后道卷边工序质量。
(2)翻边宽度应符合工艺要求,不得过宽或过窄,宽度误差不得大于0.5~1mm。
(3)翻边应光滑圆整,不得有破裂以及皱折。
(4)焊缝两端翻边处不许有突嘴、破边、裂纹等现象。
(5)翻边处圆角不宜过大,一般情况下,圆角半径不应大于板料厚度的5倍。
二、翻边机的原理及结构
翻边方式一般有滚压翻边和挤压翻边两种,目前较先进的翻边机多采用挤压翻边方式。滚压翻边机的原理和结构与下节讲述的滚压成形原理基本相同,留待下节学习。这里我们主要学习挤压翻边机的原理和结构。
1、挤压翻边机的原理
挤压翻边也称模具翻边,这种翻边方法多采用液压传动,可实现自动化生产。桶身的翻边属于伸长类翻边的一种,其原理是:板料毛坏翻边部位在由模具压力提供的切向拉应力的作用下,产生切向的伸长变形,变形力超过了材料的弹性变形范围,使翻边部位产生了永久的变形。
其工作过程是:先由液压传动缸(或气压传动气缸)拨桶机构将桶身拨入翻边机内初定位,然后压模顶杆在液压缸的作用下向中间移动,当压模头部进到桶两端时,由压盘的锥形斜面对桶身进行精定位,定好位压模进到中部使两盘将桶身夹紧,接着桶身边缘在液压力的作用下沿压模圆弧曲线面向外翻移,当翻边宽度达到工艺要求时,桶身翻出的边缘被压模外圈限位台阶顶死,模具即停止挤压,然后压模退出翻边完成。
2、翻边机的结构
挤压翻边机由底座、左右主轴箱、成型压盘、上料装置、左右导板等主要部件所组成,另外还有液压站及电气控制部分等。如图5-1所示为挤压翻边机结构示意图。
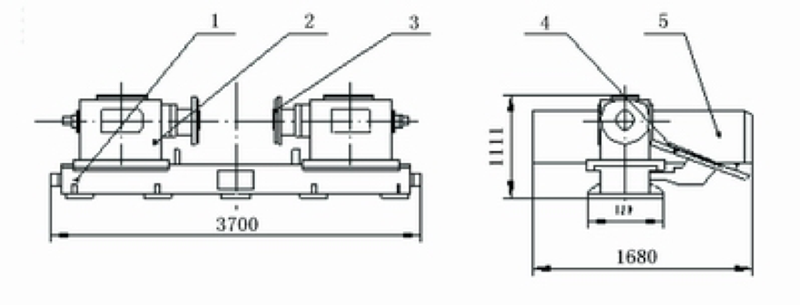
图5-1 挤压翻边机结构示意图
1-底座;2-主轴箱;3-成型压盘;4-上料装置;5-导板
翻边机底座一般为钢板焊接结构,上面与主轴箱用螺栓联接,是构成设备主要部件。
主轴箱内装有液压缸、活塞杆与主轴联接,工作时活塞杆推动成形盘前进达到挤压翻边成形翻边的目的,翻完边之后快速回到后位上,在此之间通过电子接近开关和机械限位装置可自由地调整翻边宽度,达到工艺要求。
上料装置的作用,是将前道工序缝焊好的钢桶桶身经滚道自由滚落至上料架上,由接近开关控制上料油缸动作,将桶体送入两主轴箱之间,两主轴箱由油缸推动成形盘前进,将桶定位后,上料架随之退回原位。采用链条输送的生产线一般没有此上料装置。
左右侧导板是根据缝焊后桶身的长度加两侧的间隙将导板固定在两箱体前端的底座上,导板上安装有滚道,使翻边后的桶身能顺利地滚到下道工序的上料架上。
翻边机的操作一般分自动操作和手动操作两种。将旋钮开关拨至手动位置时,用于单机调试各部件单动,排除故障等。将旋钮拨至自动位置时,用于连续自动生产。
三、翻边机的操作与维护
1、翻边机操作规程
(1)开机前,操作人员应正确劳保着装。检查设备的传动件、紧固件是否正常,安全防护装置是否完好,各感应开关是否在正常位置,油缸、气缸是否停留在原始位置;气路、液压系统是否畅通。一切正常后,按规定全面润滑。
(2)开机时,将电源总开关转到“开”位置(停机时将其转到“关”位置),依次按下控制电源按钮、主电机起动按钮(停机时,应反序按下上述按钮)。仔细观察油温指示器,当油温处于5℃~60℃之间时,方可开机生产。如果油温低于5℃,应启动加热器对油进行电加热,此时不能开动电机;如果油温高于60℃时,PC自动停止工作,而电机继续运行,以使油不断循环冷却降温。
(3)手动和自动运转前,各动作要全部处于复位位置。手动操作每操作一个动作,要将这个动作复位后,才能操作其它动作。开机操作时,操作人员头、手不准伸入机内。
(4)工作时供气系统最高压力不得超过0.7MPa,液压系统工作压力不得超过12MPa。
(5)工作完毕,切断电源、气源,清扫设备及现场。
2、翻边机的维护与保养
翻边机的磨擦表面必须按时进行润滑以保证翻边机运行的可靠性,并减少零件的磨损及液压站功率的损失,为此操作者应当遵守以下规定:
(1)翻边机采用30号机油润滑,其粘度为3.81°~4.59°E50,操作者可按工作环境的温度在上述范围内调节。
(2)经常保持设备的整齐、清洁、周围环境要保持清洁卫生。
(3)经常检查设备的零部件是否有松动的地方,发现故障及时排除,不允许带病工作,保持设备的正常运转。
(4)设备主要润滑部位为左右主轴轴承、上料架运动部分。每班润滑一次。
(5)不允许超负荷使用设备,不满足工艺要求的原材料应禁止投入生产。
(6)当产品改变时,调整设备应针对设备的调整范围进行,不能调整到设备加工的范围之外,以防损坏设备。
(7)翻边机成形压盘属易损件,当磨损严重时,将会影响产品质量,应立即维修或更换。
四、翻边工序质量控制
如表5-1所示为翻边工序常见问题及解决措施。
表5-1 翻边工序常见问题及解决措施
| 序号 |
常见问题 |
原因分析 |
解决措施 |
1 |
翻边裂 |
原材料含碳量较高或热处理过硬 |
更换原材料 |
焊缝硬化 |
调整缝焊机工作参数 |
翻边速度过快 |
降低翻边速度 |
翻边模磨损 |
修理翻边模 |
翻边过渡圆角太小 |
修理翻边模,增大过渡圆角 |
桶身直径偏小 |
检查上道工艺,按照工艺生产 |
2 |
翻边宽度不均 |
焊缝处有铁舌 |
调整缝焊工艺或剪去铁舌 |
翻边模偏斜 |
重新安装修正翻边模 |
翻边模磨损 |
修理或更换翻边模 |
3 |
翻边角度过小,有过翻现象 |
翻边模行程过大 |
检查行程开关,重新调节行程 |
翻边压力过大 |
调节液压系统,降低翻边压力 |
桶身高度太大 |
检查桶身高度,按工艺要求生产 |
4 |
翻边角度过大,有效翻边宽度减小 |
翻边模行程过小 |
检查行程开关,重新调节行程 |
翻边压力过小 |
调节液压系统,提高翻边压力 |
桶身高度不足 |
检查桶身高度,按工艺要求生产 |
5 |
翻边处有皱褶或硬褶 |
桶身直径偏大 |
检查上道工序,按照工艺生产 |
板料偏薄 |
更换材料 |
6 |
桶身变形内凹或失圆 |
翻边力过大 |
调整翻边力 |
桶身高度过大 |
按工艺降低桶高 |
板材厚度不足 |
更换材料 |
翻边模行程过大 |
调整翻边模行程 |
【返回目录】

