《制桶工培训教程》
杨文亮 辛巧娟 编著
第四章 钢桶的焊接
本章主要学习钢桶生产中的点焊、缝焊工艺,了解点焊机、缝焊机的工艺要求、工作原理、设备结构,并掌握与工序相关的设备操作、维护保养及质量控制方法。
钢桶的缝焊,是钢桶生产的重要环节,对后道工序的生产及产品质量有着决定性的影响,应该引起足够的重视。
第一节 点焊工序
点焊技术在钢桶生产中有着较广泛的应用,主要用于桶身缝焊前的点焊定位、钢桶封闭器的生产等多个环节。
一、点焊工序的工艺要点
1、桶身定位点焊
在多数采用半自动缝焊机生产的流水线上,桶身缝焊前要进行点焊定位,目的是为了使桶身缝焊时不产生歪斜,搭边不均等缺陷。
对于200升钢桶来说,一般最少应在两端及中间进行三点点焊,焊点直径为6.5mm,要求搭边均匀一致,不得相错,搭边尺寸一般为12mm±1mm,焊点要牢固,但不允许有烧焦及烧穿等现象。对于采用改型半自动缝焊机的点焊定位,一般搭边要求4mm,焊点不少于5个。
一般要求桶身两边的焊点不要离边缘太近,防止影响其翻边及卷封的质量。
2、封闭器焊接
封闭器焊接一般有点焊和凸焊两种,主要用于螺旋式封闭器和封闭箍式封闭器扳手的焊接。
一般要求焊点牢固,可靠,具有一定的强度,能够满足使用要求。封闭器扳手点焊,要求在紧固操作中焊点不脱开、不变形,没有密封要求。
3、工艺参数的选择
(1)焊接时间:在钢桶生产中,一般可利用强规范焊接法(瞬时通电)。它能够提高生产效率,减少电能消耗及减轻桶件变形;
(2)焊接电流:焊接电流决定于焊件的大小、厚度及接触表面的情况。通常金属导电率越高,电极压力可较大,焊接时间越短,此时所需的电流密度也随之增大;
(3)电极压力:电极对桶件施加压力的目的是为了减小焊点处的接触电阻,并保证焊点形成时所需要的压力;
(4)电极形状及尺寸:电极采用铬锆铜材料加工。电极接触面的直径大致为2δ+3mm(δ为材料厚度);
(5)焊点的布置:焊点的距离越小,电流的分流现象增大,且使点焊处的压力减少,从而削弱焊点之强度。一般来说,焊点中心距应不小于16δmm(δ为材料厚度)。
二、点焊机及其操作规程
1、点焊机的工作原理及结构特点
基本工作原理:利用受控的低电压大电流通过工件本身电阻产生热量加热并形成局部熔化(或达到塑性状态),在一定压力下形成牢固的点焊焊核。
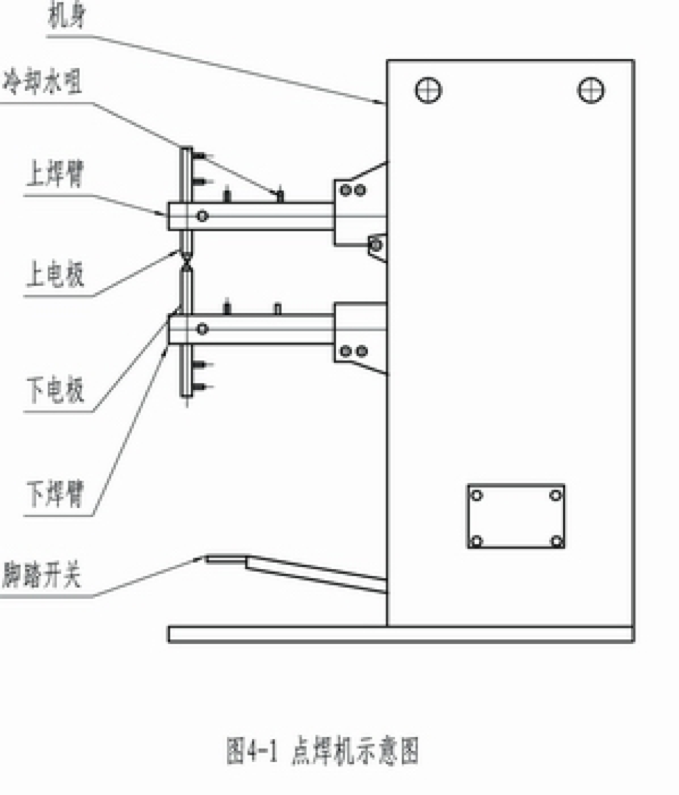
主要结构特征:点焊机主要由焊接变压器、水路系统、气路系统以及加压系统等部件构成。如图4-1为桶身定位点焊通用气动摇臂式点焊机外形图。这种点焊机是利用杠杆原理,通过上电极臂施加电极压力。上、下电极臂为伸长的圆柱形构件,既传递电极压力,也传递焊接电流。
在气动操作中,焊接程序由控制设备自动操纵,焊机能快速动作,并可以按工件形状和尺寸的不同而进行适当地调节。气动摇臂式点焊机的电极压力是活塞力与杠杆长度比的乘积,因此电极压力与用减压阀控制的压缩空气压力成正比。水路系统为点焊机焊极提供冷却水。
2、点焊机的操作规程
(1)接通水路,检查水的压力和流量应符合要求。
(2)接通气源、调节并检查空气压力。当使用一把焊钳时需要将另一路的气源关闭(通过顺时针调节减压阀实现)。
(3)按控制器使用说明书对控制系统进行各项参数的设定。
(4)将控制器功能开关置于“调试”位置,启动安装在焊钳上的操作开关,检查气动部件及焊钳动作是否正常可靠,以及控制器各程序是否运行正常。
(5)将控制器功能开关置于“工作”位置进行焊接操作。焊件需清洁干净无锈斑。将焊件放置焊钳钳口中,按下焊钳上启动开关,点焊机按预先设定的程序自动完成一个焊接周期,焊好一个接点。取出焊板扭转剥离,熔核应留在一块板上,另一板上留下一小孔,熔核直径应为电极头直径的 80% 左右。说明焊接质量良好,否则应调整焊接规范参数。
(6)工件厚度不同时,可采用不同直径的电极并调节焊接规范参数。
(7)通过试焊调整好水流量气源气压和焊接规范参数后,即可开始焊接操作。
(8)焊接完成后应注意及时切断电源、水源和气源。
三、点焊机的维护保养
1、常规保养方法
(1)焊机应定期清理灰尘保持清洁。
(2)定期检查气路、水路系统,不应有堵塞和泄漏现象,气路中压力表要定期校验。水路中的冷却水要经常进行更换,以保证水源干净,才能起到很好的冷却作用。
(3)应定期修整电极头,以保证电极端头符合规定尺寸。
(4)定期检查焊机接地是否良好,以保证操作者人身安全。
(5)点焊机停止使用时,冷却水必须排放干净,以免低温引起结冰损坏点焊机和控制柜。
(6)冷却水的进水及回水中均会因水质不同带有不同的电压,因此严禁使用冷却水槽及回水管中的水源洗手或从事其它洗涤工作,否则有可能危及操作者人身安全。
(7)手钳在夹紧工件过程中严禁将手指靠近手钳工作面附近,避免夹伤手指。
(8)焊机在工作过程中会产生热量和金属飞溅物,操作者在工作前必须穿好工作服和绝缘鞋,戴好防护眼睛和手套,避免烫伤和产生危险。
2、故障及排除
表4-1所示为点焊机常见故障及排除方法。
表4-1 点焊机常见故障及排除方法
| 序号 |
故障现象 |
排除方法 |
1 |
踏下脚踏开关焊机不工作,电源指示灯不亮 |
a.检查电源电压是否正常;检查控制系统是否正常。
b.检查脚踏板开关触点、分头换挡开关是否接触良好或烧损。 |
2 |
电源指示灯亮,工件压紧不焊接 |
a.检查脚踏板行程是否到位,脚踏开关是否接触良好。
b.检查压力杆弹簧螺丝是否调整适当。 |
3 |
焊接时出现不应有的飞溅 |
a.检查电极头是否氧化严重。
b.检查焊接工件是否严重锈蚀接触不良。
c.检查调节开关是否档位过高。
d. 检查电极压力是否太小,焊接程序是否正确。 |
4 |
焊点压痕严重并有挤出物 |
a.检查电流是否过大。
b.检查焊接工件是否有凹凸不平。
c.检查电极压力是否过大,电极头形状、截面是否合适。 |
7 |
焊接时交流接触器响声异常 |
a.检查交流接触器进线电压在焊接时是否低于自身释放电压300伏。
b.检查电源引线是否过细过长,造成线路压降太大。
c.检查网路电压是否太低,不能正常工作。
d.检查主变压器是否有短路,造成电流太大。 |
8 |
焊机出现过热现象 |
a.检查电极座与机体之间绝缘电阻是否不良,造成局部短路。
b.检查进水压力、水流量、供水温度是否合适,检查水路系统是否有污物堵塞,造成因为冷却不好使电极臂、电极杆、电极头过热。
c.检查铜线和电极臂,电极杆和电极头接触面是否氧化严重,造成接触电阻增加发热严重。
d.检查电极头截面是否因磨损增加过多,使焊机过载而发热。
e.检查焊接厚度、负载持续率是否超标,使焊机过载而发热。 |
四、点焊质量的控制
1、严格保证焊接尺寸
为了保证桶身搭接尺寸,一般在点焊机上焊臂上安装Z形靠模。在工艺尺寸中,板料间搭接量是由Z形靠模保证的,焊点位置是由可调的限位挡板加以固定的。因此操作时要注意调整限位挡板和注意Z形靠模的磨损量,及时给以修正或更换。对于钢桶封闭器的点焊生产,一般都有定位装置,应确保定位装置的准确性,以保证焊接尺寸。
2、合理调节焊接参数,保证焊接质量
要使焊点达到工艺标准的要求,必须要有适当的工作参数,如焊接压力、焊接电流等。如果这些工作参数超过了许或范围,质量一定会出问题。因此必须根据外来气源、电源的变化来调整好工作参数。调节气压可以调节调压阀;调节电流可以调节闸刀变换电压,进行粗调,调节“热量调节”旋扭进行细调。
3、及时进行电极的修整和更换
点焊机电极在焊接过程中,会磨损、变形以及被脏物沾污,这都将影响焊接质量。所以必须对电极进行修整或更换。修整电极是经常性工作,要勤快,不要到问题很严重了再去修整,这样既影响质量,修整也困难得多。另外,电极有时还会发生滑移现象,这主要是电极夹头的刚性不够,此时须更换刚性更好的电极夹头。
4、保证焊点的强度
焊点质量最常见的问题是焊点强度不够,其主要影响因素和处理方法如下:
a.检查电极压力是否太小,检查电极杆是否紧固好。
b.检查焊接能量是否太小,焊接工件是否锈蚀严重,使焊点接触不良。
c.检查电极头和电极杆、电极杆和电极臂之间是否氧化物过多。
d.检查电极头截面是否因为磨损而增大造成焊接能量减小。
e.检查电极和铜软线和结合面是否严重氧化。
根据检查出来的故障部位进行修理、换件、调整,即可保证焊点的强度。
【返回目录】

