《制桶工培训教程》
杨文亮 辛巧娟 编著
第三章 材料准备及卷圆
第三节 桶身卷圆工序
钢桶卷圆工序的目的,是把剪裁、磨边好的桶身料,利用卷板设备,对板料进行连续三点滚弯的过程,把板料加工成圆筒形制件,为桶身的后道工序——纵缝焊接做准备。卷圆工序在钢桶生产中是不可缺少的,只是在采用全自动缝焊机进行桶身纵缝焊接的生产线上,卷圆工序是作为全自动缝焊机的一个加工过程进行的。国内大多数钢桶制造企业均采用半自动缝焊机焊接桶身,把卷圆工序作为一个单独的工序、采用独立的卷圆设备进行生产。
一、卷圆工艺要点
1.工艺操作要求
(1)调节卷板机辊筒的间隙,使间隙均匀合理,满足工艺要求;
(2)擦净板料上的砂尘和油污;
(3)将板料送入进料辊,使其进入机辊之间进行卷圆。
2.工艺技术要求
(1)卷圆曲率必须均匀一致,不得出现两端直径不一致缺陷。两端直径差不得超过50mm;
(2)卷圆后两端应对齐,不应有错边现象,对齐误差不大于5mm;
(3)要求卷圆后,桶身纵缝应有一定的搭接量,但不应过大或过小,搭边重合宽度应控制在100~150mm之间。
二、卷圆机及其操作规程
1、卷圆机的结构原理
制桶用卷圆机一般采用三辊对称式结构,如图3-3为卷圆机结构示意图。
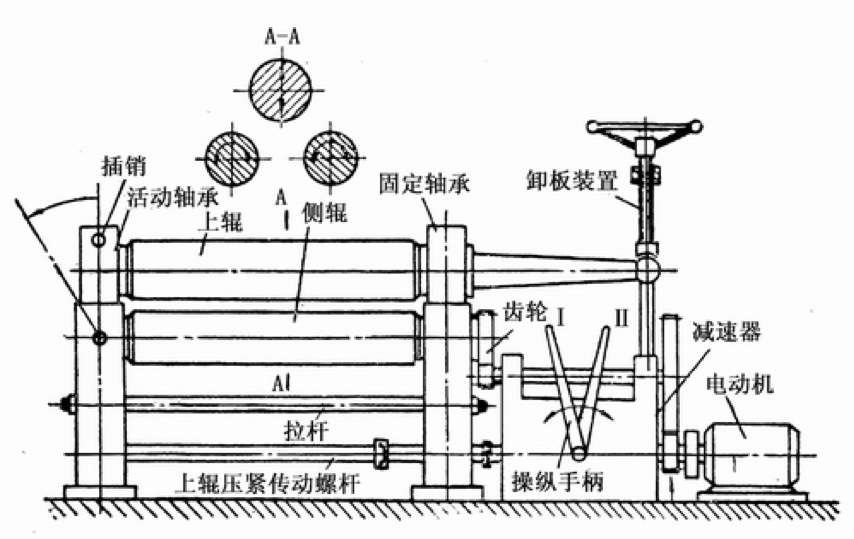
图3-3 三辊卷圆机结构示意图
卷圆机由机架、上辊筒、下辊筒、传动装置、调节装置等组成。上辊筒位于两个下辊筒的中间对称位置,上辊是被动的,并且上辊筒能在垂直方向调节,以获得不同的卷圆弯曲半径。下辊筒是主动的,安装在固定的轴承内,由电动机通过传动机构使其同方向同转速转动。
工作时,板料送于上下辊间,当两下辊筒转动时,由于摩擦力作用使板料移动,从而使整个板料通过上下辊筒。因为上下辊筒接触钢板的部位处于不同的平面上,从而迫使钢板在通过三辊之间的同时发生均匀的弯曲。
2、卷圆机的安全操作规程
(1)操作人员应熟悉三辊卷圆机的结构、性能,禁止超性能使用卷圆机。
(2)开机前,操作人员应正确劳保着装。检查卷圆机的紧固件、传动件是否正常,安全防护装置是否完好。一切正常后,按规定全面润滑卷圆机。
(3)根据所卷材料的厚度、材质、产品工艺要求调整上下辊筒之间的间隙,一次不能调整过多,避免损坏设备,边调边试,待达到要求后固定调节装备。
(4)遇到卷不进的板料,禁止用手压料强行送入,以免造成人身伤害。压辊上沾有脏物时,须停机清洗,发生故障或发现异常应停机检修。
(5)工作完毕,应切断电源,擦拭三辊卷圆机,清理设备与现场。
三、卷圆机的维护与保养
1、调整上下辊筒间隙时,应在辊筒两侧同时调节,由大到小调节,要保持上下辊筒轴心处于平行位置。避免过量调节损坏卷圆机。调整合适后,要及时锁紧调节装置,防止间隙变动。
2、每天开机前,应在机器各传动部位进行充分润滑,尤其是轴承和齿轮等部位。工作期间,如听到设备有异常杂音,应立即停机检查,排除故障。
3、当发现生产出的产品曲率半径忽大忽小时,要停机检查原因,如因材料厚度不均匀造成的,应按照较厚板材的需求重新调整上下辊的距离,以免间隙过小损坏机器。
4、要保持三个辊筒表面清洁无污迹。油污会造成板材打滑,影响生产效率;固体异物可损伤板料表面质量,并可能赞成辊筒表面损伤。发现污迹应及时停机擦拭干净。
5、工作时,应查看板料表面情况,防止板料表面附着异物带进机器,损伤设备。如发现辊筒表面有损伤时,应及时停机修理,保持辊筒表面光洁。
6、工作完成后,应及时擦拭设备表面和辊筒。长期不使用时,应在辊筒上涂上防锈油,以防辊筒生锈。
四、卷圆工序的质量控制
常见卷圆工艺的质量问题包括外形缺陷、表面压伤和卷裂等三个方面。
1.外形缺陷
圆柱形桶身卷圆时,几种常见的外形缺陷有过弯、锥形、鼓形、束腰、边缘歪斜和棱角等缺陷,如表3-5所示。
表3-5 卷圆工序外形缺陷
| 序号 |
缺陷 |
原因 |
解决方法 |
1 |
过弯 |
由于上辊的调节距离过大,使两边缘重叠过多。 |
调节辊筒后用样板检查其弯曲度 |
2 |
锥形 |
上辊或侧辊两端的调节量不一致,使上下辊的中心线互不平行 |
曲率半径大的一端增加辊筒的进给量 |
3 |
鼓形 |
在卷板时,由于辊筒刚性不足发生弯曲 |
在辊筒中间部分增加支承辊筒 |
4 |
束腰 |
上辊下压力或下辊的顶力太大,使辊筒发生反向弯曲 |
调整辊轴间距 |
5 |
歪斜 |
由于坯料进料时,没有对中,或坯料不是矩形 |
平直对中进料。检查坯料形状尺寸。 |
6 |
棱角 |
由于上道工序缺陷,导致搭边弯曲 |
上料时,先将板料整平。 |
2.表面压伤
卷圆时,钢板或辊筒表面的氧化皮及粘附的杂质,会造成板料表面的压伤,为了减少氧化皮的危害可采取下列措施:
(1)卷圆前,应清除板料表面的氧化皮。
(2)卷板机必须保持干净,辊筒表面不得有锈皮、毛刺、棱角或其它硬性颗粒。
(3)卷圆时应及时注意吹扫内外侧锈粉,污尘等物。
3.卷裂
板料在卷圆时由于变形太大,材料的冷作硬化,以及应力集中等因素都能使材料的塑性变坏而造成裂纹。为了防止卷裂的产生,对于易卷裂的材料,可以采取限制变形量;钢板进行正火处理;预热等措施。
4.划痕
产生在卷圆桶身表面上的划痕可能是直线的,也可能是曲线的。产生的原因是卷板机轴筒表面的状态不良,或速度大小不合理。
复习题
1、开卷校平工序的工艺要求有那些?
2、开卷校平机组由哪些部分组成?各部分的作用是什么?
3、剪板机的操作规程是什么?
4、桶身料磨边的目的是什么?该工序的质量如何控制?
5、卷圆机的维护保养应注意哪些问题?
【返回目录】

