《制桶工培训教程》
杨文亮 辛巧娟 编著
第三章 材料准备及卷圆
本章主要学习钢桶生产中的原材料的开卷、校平、下料及桶身卷圆工艺方法,并掌握与工序相关的设备操作及质量控制方法。
钢桶原材料的准备,包括开卷、校平、剪切、冲裁等工序,这是钢桶生产的第一环节,对后道工序的生产及产品质量有着较大的影响。应该引起足够的重视。
第一节 开卷下料
一、开卷下料的工艺要点
开卷下料工艺主要有两种工艺流程,一种是:开卷→校平→剪板→堆码,这个流程主要是用于为桶身生产下料;另一种是:开卷→校平→冲裁→堆码,这个流程主要是用于桶底(顶)的生产下料,多数情况是开卷校平后采用复合模直接冲裁成桶底(顶),单纯的落料已不多见了。因为这道工艺目前一般都是设计在一条生产线上,所以也称为开卷下料生产线。本章我们主要以剪板下料为主,桶底(顶)冲压工艺将在后面章节中专门学习。
开卷下料生产工艺要点主要有以下几个方面:
1. 避免机械损伤。开卷校平下料全过程中,不允许在钢板表面留下机械擦伤、麻点、划痕等缺陷。有机械损伤缺陷的钢板,在制桶过程中,会在缺陷部位产生应力集中而引起破裂。
2. 校平后的钢板表面要平整。如果钢板表面翘曲不平,会影响剪切和冲压时的定位不稳而造成废次品,或因在冲裁过程中钢板变形时的展平作用而损坏冲头。在变形工序中,钢板表面的平直度也会影响材料流向,引起局部皱纹或开裂。
3. 下料长宽尺寸不能超差。下料长宽尺寸是由钢桶的结构及工艺要求计算出来的,误差不能太大。误差太大会影响后道工序的进行,甚至会造成废品。对于80L以上的钢桶,一般桶身料长宽误差不超过±0.5mm;对于80L以下的钢桶,桶身料长宽误差在±0.2~±0.3mm之间为合适。
4. 下料形状误差不能过大。对于桶身下料来说,除了保证长宽尺寸不超差外,形状也不能超差,正常的下料形状应是矩形的,而超差的下料常会成为平行四边形、梯形等。工艺要求料片四角为90°。为了便于测量,一般以两对角线长度差为形状误差检验标准,对于80L以上的桶身料,两对角线长度之差不得大于5mm;对于80L及以下的桶身料,两对角线长度之差不得大于3mm。
5. 切口毛刺不能过大。为了使桶身料在后几道工序中对设备、模具及工装等有较小的磨损,下料剪切口不能有太大的毛刺,一般要求切口平整,毛刺高度不得大于0.3mm。
二、开卷下料设备及其操作规程
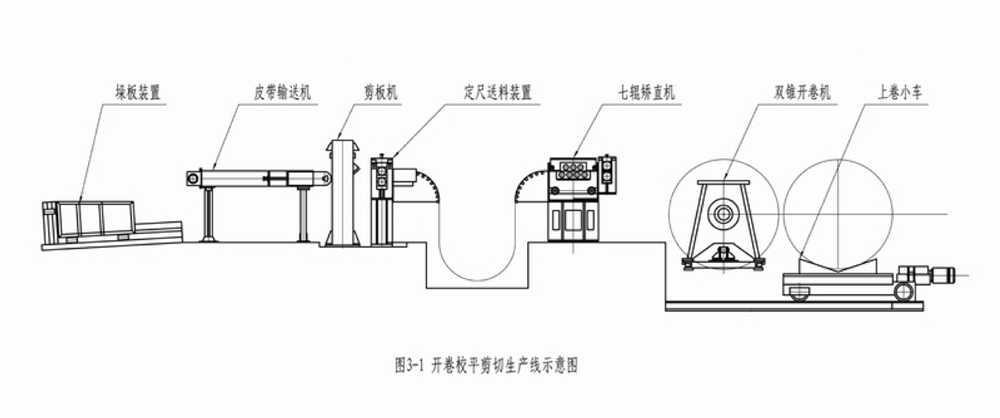
开卷下料机组主要由开卷校平机和剪板机两部分组成,一般包括送料小车、开卷机、校平机、缓冲坑、送料机、剪板机(或压力机)、自动堆垛机等。如图3-1所示为开卷校平剪切生产线示意图。
1. 开卷下料设备的工作原理及结构简介
(1) 开卷校平机
材料受到外力并超过其屈服点后,会产生塑性变形。卸载后,再经受反方向变形的力时,其屈服点会降得更低,这种现象称为“包辛格效应”。用多辊机校平钢板就是利用材料的“包辛格效应”,对板材进行正反多次弯曲,使原来各种不同的曲率逐步变为单一曲率,最终将其校平。
开卷校平机主要由开卷机和校平机组成,可以与剪板机、压力机、码料装置等组成生产线。
开卷机可分为卷板输送部分和开卷部分。卷板输送部分由输送小车、输送油缸、对位由缸以及导轨等组成。输送油缸活塞杆的运动带动小车在轨道上运行。卷板中心孔与卷板托架的对位,左右由V形垫块自动对中,上下靠对位油缸活塞杆的升降来实现。当托架上的卷板用完后,早已安放在小车上的备用卷板随小车在输送油缸活塞杆的带动下移到卷板托架前。运用对位油缸升降卷板,对准中心后,再驱动涨紧油缸让涨紧机构牢固地涨紧在卷板中心孔内。然后对位油缸活塞杆缩回,小车在输送油缸驱动下复位,重新装上卷板以供备用。
开卷部分是由悬臂主轴、涨紧机构、托架、涨紧油缸以及传动链和电机组成。卷板托架的转动是由链传动带动的,其转动速度要与校平机和剪板机相匹配。涨紧机构是运用斜面原理设计的。在每根托架杆上固定安装着前后一对斜面滑块,相对应和各有一对可移动的斜面滑块安装在固定斜面与主轴之间。可移动滑块与涨紧油缸活塞杆相连接。活塞杆的前后运动,带动移动滑块运动,从而实现放松或涨紧的动作。
校平机是通过多道上下错开的辊轮对弯曲板材施加压力而使卷板得到校正轧平的。校平机除了轧平辊轮外还在前后装有送料辊轮各一对,其作用是负责将卷板送入轧辊并从中拉出,送入剪板机。校平机一般由送料辊轮、压紧辊轴、压紧调节机械、上轧辊、下轧辊、出料辊轴、电动机、传动机构、联轴器及调节手柄等组成。工作时,卷板在送料辊轴的驱动下进入校平机。校平机有上下两排交错排列的轧辊。下轧辊转动轴承固定安装在机架上;上轧辊的转动轴承可上下调节。压紧调节机构负责施加压力并可随时调整。在压紧板下装有与上轧辊对应的压紧辊轴,用来传递压力。在压紧板下装有与上轧辊对应的压紧辊轴,用来传递压力,压紧板上装有螺杆,可做上下调节。螺杆由蜗轮蜗杆传动带动,蜗杆上装有手动调节盘。为了使压紧力均匀,压紧板四个角上都装有调节螺杆。为了使一侧两调节螺杆同步,共用一个调节盘并在两蜗杆间装有可调联轴器。卷板校平后由出料辊轴送出。
(2) 剪板机
剪切的工作过程,是将板料放在两剪刃之间,借助外力带动两剪刃相对运动,并对板料施加压力,使板料沿刃口断开。剪切的工作原理,就是在剪刃的作用下,板料产生弹性变形、塑性变形和板料断裂,从而实现对板料的剪切。
制桶用的剪板机一般为闸刀式裁剪机。它主要由上刀片、连杆、偏心轮、皮带轮、离合器控制杆、变速齿轮、离合器、下刀片和床身等部件组成。它是利用上、下两片直刀片进行剪切的。一般下刀片固定,上刀片在偏心轮和连杆的带动下作上下往复运动而完成裁剪工作。剪板机的基本结构和传动原理是:电动机的动力由皮带轮、变速齿轮减速后传递给离合器,离合器由控制杆控制离合。当离合器合上后,带动偏心轮转动,由连杆传递,上刀片向下运动进行裁剪。偏心轮转动一周后,离合器自动离开,上刀片复原,等待下一个控制信号。为了使运动平稳和积蓄能量,裁剪机一般装有飞轮。为了防止板材裁剪时的位移,剪板机还装有压料装置,其作用是在剪切之前将板料紧紧压在工作台上,剪切后再将板料放开。
2. 开卷校平机操作规程
开卷校平机安全操作规程如下:
(1) 首先清理工作现场的杂物,保证生产线上畅通,设备上不得放置任何工具、手套等杂物。
(2) 开机前,操作人员须正确劳保着装,检查设备的紧固件、传动件是否正常,安全防护装置是否完好。一切正常后,按规定润滑设备。
(3) 夹料时,禁止将手伸入卷料孔中,卷料夹紧后,吊葫芦离开工作位置。两人以上操作时,应集中精力,密切配合,避免误操作。
(4) 开卷进料时,手不得接触辊轴,擦拭、清洗辊轴污物时,须停机进行。设备运行过程中,发现异常,应立即停机检修。
(5) 前面部分板料校平后,应进行自检,如形状、尺寸不能达到工艺要求,要立即进行调整,调整后再试,待校平尺寸达到工艺要求后,再进行批量生产。
(6) 工作完毕,应切断电源,锁好配电柜。
开卷校平机操作程序如下:
(1) 开卷线工作前准备工作结束后,上料小车位于受料位置,开卷机在后位,校平机慢速启动,定尺送料机上、下夹辊间隙按试车规格调试,压紧辊,夹送辊打开,液压剪的下剪刃处于下方,传动电机运转。皮带运输机启动。垛板装置按生产规格要求调整合适。
(2) 将钢板卷料运至上料小车上,并运至开卷位,钢卷升降装置抬起,开卷机夹住钢卷,钢卷升降装置落下,上料小车退回。启动开卷机,人工将料头喂入校平机,料头经矫平机送入定尺送料机装置,夹送辊压下,活套涨开充套。充套至一定数量,定尺送料机将料头送至液压剪,液压剪动作、将料头剪掉,以此开始定尺,计数生产线按自动工艺开始运行。矫直机及定尺、剪切速度,由慢到快通过检查调整脉冲调整定尺精度,垛板装置在垛到一定数量时停机将板垛运至生产线外,工作循环结束。
2. 剪板机操作规程
(1) 操作者须熟悉剪板机的性能、结构、禁止超性能使用设备。班前了解清楚生产任务,确定生产要求的下料厚度、长宽尺寸等要求。
(2) 开机前操作人员须正确劳动着装,检查设备的紧固件、传动件是否正常,安全防护装置是否完好,一切正常后,按规定对设备进行全面润滑。电动机不准带负荷启动,开车前应将离合器脱开。
(3) 根据剪切材料的厚度、材质,调整压板弹簧的压力及刀片间隙,防止弹簧崩断或损伤刃口,刀片间隙不行大于厚度的1/30,刀片须保持刃口锋利,上下刀片平衡。
(4) 开机前,用手扳动皮带轮转数转,观察刀片运动有关阻碍,再开空车检验正常后才能开始剪料,严禁突然起动。经空转2~3次方可开始工作。
(5) 第一个工件剪下后,就根据规定进行首检,首检合格后方可批量生产。
(6) 经常注意夹紧机构、离合器、制动器有无失灵现象,若发生故障或不正常现象,应立即停机检查。
(7) 送料时要注意手指安全,特别是一张板料剪到末了时,不要将手指垫在板料下送料或将手指送入刃口。严禁两人在同一剪床上同时剪两件材料。剪床后不准站人,接料。
(8)刀片的刃口必须保持锋利。切薄板时,刀片必须紧贴。上下刀片需要保持平行,刀片间的间隙不得大于板料厚度的三分之一。调整刀片(对刀)后,需要做用手板车的试验和开空车检验。
(9) 操作人员离开现场或作调整、检查、清扫时都应停机。工作台上不得放置其他物品。
(10) 工作结束后,应按规定擦拭设备,清扫现场,保持清洁,并切断电源。若较长时间不用,应将刃口擦净涂油,用纸贴上以防生锈。
三、开卷下料设备的维护
开卷校平机组是进行钢桶生产的基本设备之一,能否合理使用与正确维护直接关系到产品质量、生产效率、设备技术状态、成本高低、人身与设备安全等一系列重要问题。
1. 开卷下料设备的维护
(1) 在启动设备前,必须清除周围一切可能妨碍正常工作或安全操作的物件,工作台上切勿放置杂物工具,以免轧入辊轴或刀口,造成事故。对剪好的材料要及时运走。
(2) 操作时必须按操作程序进行,不许过载工作,超过开卷设备允许重量的钢卷或剪板机允许的最大厚度钢板,不能上机。
(3) 在操作时,两手不能离辊轴或刀口很近,以免因材料翻翘而造成事故。
(4) 设备启动后,不得进行检修或做清洁工作。若剪切时发生不正常的现象,应立即停止工作,迅速切断电源,进行检修。
(5) 电气线路应有良好的绝缘,电动机和其它电器应接地。
(6) 剪板机刀片应保持锋利,如发现损坏或迟钝应及时检修磨砺或调换。
(7) 各润滑点必须按规定时间加油。但辊轴和刀刃处不可加油,并应保持干燥,否则容易发生事故。
2. 开卷下料设备的常见故障及排除方法。如表3-1所示。
表3-1 开卷下料设备的常见故障及排除方法
序号 |
故障现象 |
产生原因 |
排除方法 |
1 |
开卷机轴芯不转动 |
①转轴中心轴承损坏
②钢卷超重,压弯了转轴
③钢卷被异物卡住 |
①更换轴承
②去掉超重钢卷,修正转轴
③清除异物 |
2 |
校平后板料不平 |
①上下辊轴间隙过大
②辊轴磨损严重,各辊直径大小不匀 |
①调整间隙,达到工艺要求
②更换修理辊轴 |
3 |
校平机出料倾斜 |
①辊轴两端间隙大小不均
②开卷机轴芯偏斜
③校平机辊轴两边磨损程度不匀 |
①调整辊轴间隙,使两端均匀
②调整开卷机位置
③修理或更换辊轴,使两端直径一致 |
4 |
板料两端机械损伤 |
①进料处导向装置不当
②卷料超宽,不适合用该机生产
③有异物进入校平机 |
①调整进料导向装置
②卸掉超宽卷料
③清除异物 |
5 |
剪切钢板边缘有塌角或毛刺 |
①上下剪刃间隙太大
②剪刃钝化 |
①调整上下剪刃间隙
②更物或修磨剪刃 |
6 |
剪切而被挤坏,剪板机振动较大 |
①上下剪刃间隙过小
②板料厚度超过剪板机允许厚度 |
①调整上下剪刃间隙
②更换板料 |
7 |
剪板机制动失灵 |
①制动器制动带过松
②制动器损坏 |
①检查调整制动器松紧程度
②更换制动器 |
8 |
下料尺寸超差 |
①剪板机档料装置调整不当
②校平机与剪板机速度不协调 |
①调整档料装置
②调整校平机速度,使之与剪板机速度协调 |
四、开卷下料工序质量控制
1. 开卷质量控制
(1) 调整好卷料的开卷机上的展开速度,展开速度过快时,开卷机与校平机之间堆积过多,容易造成板料的损伤和变形。
(2) 防止异物阻碍卷料转动,异物容易造成板料表面划伤。
2. 校平质量控制
(1) 调整好上下辊的间隙,以及各辊轴之间的间隙协调。间隙过大时,板料校不平;间隙不协调时,板料会有扭曲现象。间隙过小时,材料可能会被辗延变薄,有时可能会损坏设备。
(2) 调整好校平机进料导向装置,防止板料倾斜或损伤。倾斜板料会产生下料几何尺寸误差、损伤,使板料两端起皱或翘曲。
(3) 观察辊轴表面的磨损情况,及时更换磨损严重的辊轴。粗糙或变形大的辊轴,会损伤板料表面,使板料表面划伤或变形,造成质量事故。
3. 剪板质量控制
剪切常见质量问题及原因分析,见表3-2所示。
表3-2 剪切常见质量问题及原因分析
| 序号 |
剪切缺陷 |
产生原因分析 |
解决方法 |
1 |
外形尺寸及形状超差 |
①定位和导板不准确
②操作时靠不到位
③板形翘曲度大,有侧弯、端头斜 |
①重新调整定位
②认真操作
③调整校平机校直板料 |
2 |
毛刺大 |
①剪刃间隙过大
②剪刃钝 |
①调整刃口间隙
②磨锋或更换刀片 |
3 |
板料扭曲 |
①剪床斜角过大
②剪切板料窄而厚 |
①调整剪刃角度
②采用平口剪床 |
4 |
剪板机单独工作时,弯曲线与毛坏板料轧纹方向的夹角不对 |
①操作不认真
②管理不善
③工艺排样错误 |
①认真按工艺要求操作
②加强管理
③改进工艺排样 |
【返回目录】

