|
《包装设计制作工艺与检测技术标准实用手册》
第七篇 包装性能测试
第二章 包装容器测试
第三节 金属包装容器性能测试
二、18L金属方形桶的测试
18L金属方形桶因其材料厚度、桶体结构与形状、使用过程中所遇到的情况与钢制油桶有所不同,所以在测试内容上也有差异。其测试内容主要有一般性测试、密封性测试、耐压试验、提手强度测试等方面。
(一)一般性测试
一般性测试主要包括检测桶体的结构、尺寸是否符合规定,参照表7-2-25,检测桶体的连接及上下盖板的卷边、接缝的质量是否完好。并要求桶体无变形、裂纹、折痕或锈蚀等缺陷。
表7-2-25 18L金属方形桶的桶型规格(单位:mm)
名称
|
长
|
宽
|
高
|
厚度
|
18LA型金属方形桶
|
238±2
|
238±2
|
376±2
|
0.30
|
18LB型金属方形桶
|
238±2
|
238±2
|
349±2
|
0.30
|
(二)密封性测试
测试方法是在桶体上钻一小孔,钻孔时不应使桶体发生变形,所钻孔径须与密封螺帽直径相同。装上密封螺帽,关闭泄放阀,将桶放入水中,打开进气阀调整至所需压力,保持2min,观察空桶有无漏气现象。其测试原理如图7-2-27所示,试验压力为19.6kPa。
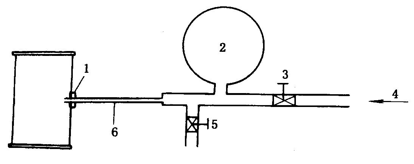
图7-2-27 18L金属方桶密封性试验示意图
1—密封螺帽;2—压力计;3—进气阀;4—压缩空气
5—泄放阀;6—连接管
(三)耐压试验
测试方法是通过适当的加压装置,向桶内加入压力为78.4kPa的压缩空气或水,然后将其置入水或空气中持续4min,检查有无泄漏现象。
(四)提手强度试验
测试方法是先将度样的上盖板固定住,并用夹紧件夹住装在盖板中的提手,然后以588.4N的静载荷向垂直方向牵引,检测提手有无松脱现象发生。
三、罐头食品用金属罐的性能测试
金属罐的测试内容主要有:一般性测试、耐压力试验、真空检漏试验、内层涂料性能检测等内容。这里只简单介绍主要测试内容和方法,具体内容请参阅国家标准GB10785—89。
(一)一般测试
其测试内容主要包括对罐形、尺寸、容积、罐材厚度和内壁涂膜量的检验。
因食品包装用金属罐的类型和结构不尽相同,其尺寸、规格要求等也有差异,这里就不逐一列举,具体情况请参阅相关标准。
(二)耐压力试验
耐压试验根据测试内容可分为耐内压试验和耐外压试验两部分。
1.耐内压试验
其测试原理可参照图7-2-25。测试方法是在已封盖的桶体上钻一直径为5~100mm的小孔,孔上装有不漏气的充气用阀与压力计,连接压缩机,加压至294kPa,保持1min,检查有无变形。再将测试罐放入水中加压,检查有无泄漏现象发生。
2.耐外压试验
耐外压试验的测试原理可参照图7-2-28。测试过程是将空罐置于真空试验设备的橡胶垫板上,打开控制阀,依据罐型需要,调整至所需测试的真空度,保持1min,观察空罐有无变形。
(三)真空检漏试验
真空检漏试验的测试原理如图7-2-28所示。
试验过程是将空罐吸附于真空试验设备的橡胶垫板上,控制罐内真空度为59985Pa(450mmHg),以小毛刷涂荧光染色液于卷边及边缝处,持续10min,开泄放阀取下空罐,用水洗去罐外残留的荧光液,拭干空罐,将卷底罐封扯下,于暗室中置于紫外线灯下,检查罐身内壁有无荧光出现,判断是否有漏缝现象。
四、铝质易开盖两片罐的测试
铝质易开盖两片罐主要用于液体食品,特别是啤酒、含碳酸气体饮料、充氮饮料的包装。因其包装食品的特点和罐体的独特结构,使其测试内容有别于其他金属容器。
铝质易开盖两片罐的测试包括罐体测试和罐盖测试两方面。其测试内容主要有耐压强度试验、密封性试验、涂膜完整性试验、启破力试验、全开力试验等等。表7-2-26列出了相关的测试内容、方法和试验指标。其他具体情况请参阅GB9106—94。
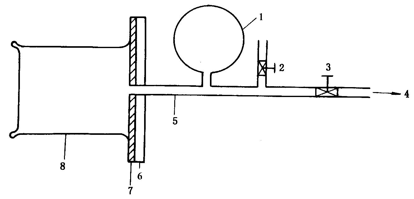
图7-2-28 真空检漏试验示意图
1—真空计;2—泄放阀;3—控制阀;4—真空源
5—管路;6—硬板;7—橡胶垫板;8—空罐
表7-2-26铝质易开盖两片罐的测试内容、方法与试验指标
序号
|
项 目
|
测试内容及方法
|
试验指标
|
1
|
罐体耐压强度
|
使用罐体耐压测试仪进行测试,测试的精度不大于10kpa
|
610kPa
|
2
|
罐体轴向承压力
|
使用罐体压力试验机进行测试,测试的精度不大于10N
|
209型≥1.35kN;206型≥1.25kN
|
3
|
罐体内涂层的完整性
|
使用涂膜完整性测定仪进行测试,测试精度要达到0.5mA。测试方法是使用100mL、1%NaCl水溶液,并加入4mL5%二辛基丁二酸脂磺酸钠盐的水溶液,液面距罐口3mm,测定4s内最大电流值
|
啤酒罐体单个≤75mA,平均≤50mA;软饮料单个≤30mA,平均≤8mA
|
4
|
易开盖的耐压强度
|
使用易开盖耐压强度测定仪进行测试,测试时控制精度不大于10kPa
|
206型,209型≥610kPa
|
5
|
易开盖启破力
|
使用全开力测试仪进行测试,控制精度不大于1N,全行程进间为15s,支架固定在后倾30°的位置。测试方法是读取盖开启瞬间和拉环完全脱离盖体时的指示值
|
≤31,平均≤20
|
6
|
易开盖全开力
|
≤45,平均≤36
|
7
|
易开罐密封性
|
使用易开罐耐压测试仪进行测试,测试压力控制在608kPa
|
无泄漏现象
|
8
|
开启可靠性
|
用手或工具拉
|
拉环不脱落
|
9
|
封口胶干膜质量,W
|
用0.0001g精密天平测试。测试方法:先将拉环除去,称其质量为W1,再用溶剂除去封口胶,烘干,称其质量为W2,W=W1-W2
|
206型30~60;209型46~90
|
返回目录页
|

