|
《包装设计制作工艺与检测技术标准实用手册》
第七篇 包装性能测试
第二章 包装容器测试
第二节 塑料包装容器性能测试
二、塑料包装袋性能测试
塑料包装袋是指用热塑性塑料成型,通过热合密封的包装袋。因其具有包装工艺简单、节约材料、流通过程中占用空间少和便于操作管理等优势,已在产品包装,特别是食品包装中得到广泛的应用。但是,由于塑料包装袋的柔软特点,在流通过程中,对外力形成的破坏及环境温湿度等不利因素的防护能力较弱。根据这些特点,其包装测试的主要内容包括:耐压强度试验、耐跌落强度试验、热封强度试验、渗漏试验、耐水蒸气透过试验等。因软包装袋的耐压强度试验和耐跌落强度试验等已在前面的有关章节中介绍过,这里就不再介绍了。
(一)热封强度试验
通过热封强度试验可以检测包装袋封口处的强度,同时也可以测定各种热封材料封合后所具有的封合强度指标。
1.试验设备
选用拉伸试验机来测试包装袋的热封合强度。试验机应符合下列条件:
(1)具有2个夹钳,且其中心在与其伸长方向平行的同一平面内,使试样在试验中不发生滑窜现象。
(2)夹钳间的相对移动速度是(300±20)mm/min。
(3)破断载荷的范围应在试验机许用载荷的15%~85%,且指示破断试样片时的载荷精度为±2%。
2.试样
从同一材料制成的包装袋中,分别在热封部分直角方向上取宽为(15.0±0.1)mm,展开长度为100mm以上的试片3只以上。若长度取值不到100mm,可用胶粘纸将材料长度接长至100mm。如图7-2-21所示。
对具有多处封合部位的包装袋,需对每个封口部分进行分别取样,分别测试。如图7-2-22所示。
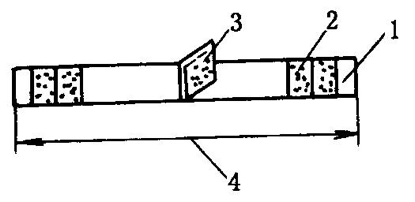
图7-2-21 试样片接长方法
1—同袋一样的材料;2—玻璃胶粘带;3—热封合部分;4—展开长100mm以上
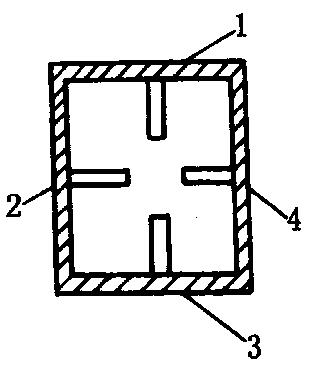
图7-2-22 试样片采样位置
1—顶部;2—侧面;3—底面;4—侧面
3.试验方法
将试样片以热封口为中心,展开180°,然后将片两端固定在拉伸试验机的夹钳中,保证夹钳间隔在50mm以上,且试样的中心和拉伸方向在同一平面上。以(300±20)mm/min的加载速度对试样施加载荷,直至热封口部分断裂或剥离为止。得到的热封口最大拉伸破断载荷,即为热封合强度。
若试验过程中靠近夹钳部分的试验先断开,或热封口部位分层阻隔材料出现分离现象,则应重新试验。
(二)渗漏试验
渗漏试验是测试包装内气体或流体物质穿过包装容器壁或包装容器上有限的间断点,形成的由高浓度区向低浓度区的物质转移的程度。同时,渗漏试验还可以用作检查包装容器经过跌落、耐压试验后,内装物有无泄漏、渗液及破损的情况。
渗漏试验依据包装袋内含气体程度的不同而选择不同的试验方法。
1.试验方法A
试验方法A适用于含气量较多的包装袋。
其试验装置如图7-2-23所示,主要由真空室、压力计、减压阀门、试样支承架和真空表等部分组成。其中真空室是一个配有良好密闭端盖的透明容器,并具备承受一个大气压力和减压的能力。试架支承架可使试验袋在试验液中保持一定的位置,并具有从外部易观察到试验袋渗漏情况的材质和形状。
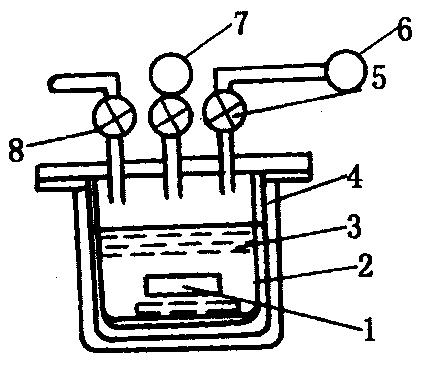
图7-2-23 真空法渗漏试验装置
1—试验袋;2—透明板;3—试验液;4—真空桶;5、6—真空阀;7—排气阀;8—透气阀
试样应为装有实际内容物或与内容物相似的模拟物的密封袋,试样的数量应在5只以上。
测试方法为:在真空容器内倒入适量的试验液(水或着色水),把装有试样的支承架浸入试验液中,且此时试样应与液面保持25cm以上的距离。将真空容器密闭后,关闭通气阀门,启动真空泵开始减压,当压力达到规定值后关闭真空泵的阀门,并保压30s。
通过观察试验过程中试样产生气泡的情况及解除真空状态,取出试样并检查包装袋内水的渗入情况,可以判断试样是否存在渗漏。
2.试样方法B
试验方法B适用于含气量较少且方法A无法测定的包装袋。
其测试原理见图7-2-24。
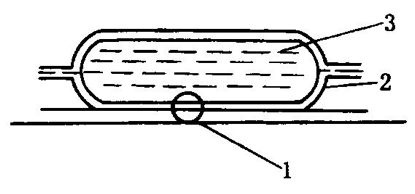
图7-2-24 渗漏试验B原理图
1—渗漏处;2—试验袋;3—试验液
将被测的包装袋按实际包装结构和封口部位制成试验袋,且要求数量为5只以上。将试验液充入袋中封口密封,并将其放置在滤纸上保持5min,交换位置后再放置5min,观察是否有液体从袋中渗漏及渗漏出现的位置。
三、塑料周转箱性能测试
作为食品运输容器的塑料周转箱,其容器的种类、结构形式和测试内容是随着内容物的变化而变化的。这里就以塑料蛋箱为例,介绍其测试内容和方法。
(一)外观尺寸测试
塑料蛋箱是以聚烯烃塑料为原料,采用注塑成型的方法生产的有盖周转箱。其箱型分为框架式、折叠式和笼屉式三种结构。箱体的外部尺寸和内衬蛋托的外部尺寸分别见表7-2-15和表7-2-16。
表7-2-15塑料蛋箱箱体外部尺寸(单位:mm)
项目
|
长
|
宽
|
高
|
底盖高度
|
加盖后高度
|
塑料蛋箱
|
480(0, -4.8)
|
320(0, -3.2)
|
270
|
10
|
280
|
260
|
底28盖42
|
330
|
表7-2-16塑料蛋箱内衬蛋托的外部尺寸(单位:mm)
项目
|
长
|
宽
|
高
|
塑料蛋箱
|
450(0, -4.5)
|
290(0,-2.9)
|
47
|
塑料蛋箱外观性能的检测内容可参见表7-2-17,作为试验周转箱必须是脱模24h后的产品。
表7-2-17塑料蛋箱外观性能的测试
项目
|
方法
|
要求
|
外观检验
|
自然光线下,目测法检验
|
表面光滑平整,无裂损,搁蛋孔无缺陷,边沿与端手部位无毛刺,无明显色差,浇口位置不影响箱体平置等,同时要求1~3mm长度的杂质数小于5个/200cm2
|
规格尺寸的检测
|
采用精度为1.0mm的通用量具测量
|
依据表7-2-15,7-2-16进行判断
|
质量偏差的检测
|
采用感量为5g的通用衡器称量
|
与核定质量的百分比值不超过±0.2%
|
配合性能的检验
|
|
同一型号的蛋托、底和盖的组合应顺利,同规格蛋箱相互垂直和交叉堆码时应配合适宜,且堆码时不滑垛
|
箱体变形量的检测
|
采用精度为0.05mm的通用量具测量
|
侧边每边的变形率不大于0.1%,蛋孔变形不影响装置,且无卡蛋现象等
|
返回目录页
|

