|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第九章 集装机械
第四节 装箱机
三、间歇式装箱机
间歇式装箱机是指瓶子和箱子在整个装箱过程中有停顿的过程,分为抓头移动式和箱式结构两种。
(一)抓头移动式装箱机
1.结构
该机型主要由抓瓶机构1、导瓶机构2、输箱机构3、挡瓶机构4、输瓶机构5及减速机构6等部件组成,如图6-9-6所示。
2.工作原理
工作时,瓶子在输瓶带5上被挡瓶机构4挡住并排列整齐;箱子在输箱装置3上到达准确的装箱位置,抓瓶装置1在一个大链轮和几个小链轮的传动链上运动,先从输瓶台将瓶子抓起,移动到输箱带的上方,导瓶装置2下降下,抓瓶机构1将瓶子准确地放入箱子中,最后箱子被输出;等新的空箱输入,进入下一个工作循环。
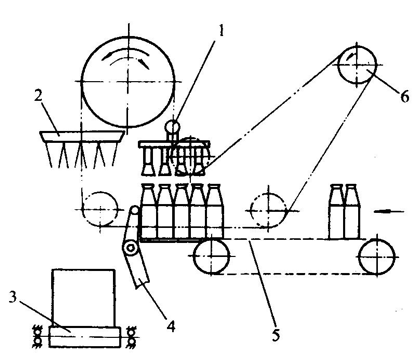
图6-9-6 抓头移动式装箱机简图
1—抓瓶机构;2—导瓶机构;3—输箱机构;
4—挡瓶机构;5—输瓶机构;6—减速机构
3.特点
该机结构简单,无复杂且精度高的导轨和运动杆件,体积小,安全性高。但由于负载全部集中在运动主链上,磨损较大,且受其结构影响,而使其单机产量受到限制。
(二)箱式结构型装箱机
1.结构
该机型主要由输瓶装置、输箱装置、抓瓶装置、回杆机械臂及凸轮导轨等部件组成。
2.工作原理
工作时,瓶子由输瓶带送入到正确的抓瓶位置,箱子由输箱带送至正确的装箱位置,回杆机械臂在电机的带动下沿凸轮导轨运动,装在其上面的抓瓶装置便能准确地将瓶子从输瓶带上抓起,移动到装箱位置将瓶子装入箱中,然后装好瓶子的箱子被输出。当箱子输出后,就进入下一个循环。
3.特点
该机的特点是输瓶带不用转弯,可直接送入瓶子准备装瓶,减少了缺瓶和倒瓶的机会;但同样受结构影响,单机产量不会很高。
(三)VEM系列型装箱机
这种机型是通过一独特设计的双四杆机构带动抓瓶装置完成装箱的工作,也属抓头移动式装箱机;其采用以微处理器为主体的可编程序控制器,对整机进行自动控制。
VEM系列装箱机分为单列、双列和三列三种型式,单列最多一次抓9箱,三列一次最多抓18箱,如图6-9-7、图6-9-8及图6-9-9所示。
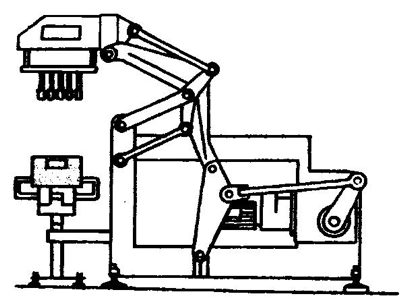
图6-9-7 (单列箱)装箱机
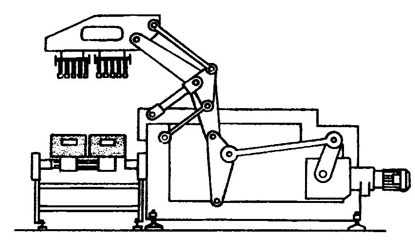
图6-9-8 (双列箱)装箱机
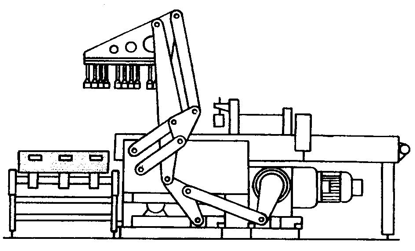
图6-9-9 (三列箱)装箱机
1.组成
该系列机型主要由输箱装置、输瓶和排瓶装置、抓瓶装置、举瓶机构(双四杆机构)及一系列光电控制装置组成,其主传动机构如图6-9-9所示。
2.工作原理
工作时,通过主传动机构带动举瓶机构作来回运动,并通过抓瓶装置把瓶子从输瓶台上方抓起,然后平移至输箱带上方,最后把瓶子准确、可靠地放入箱子里,完成整个装箱过程。
3.特点
主要有以下几点。
(1)工作可靠。该机是由抓头充、排气来实现抓、放瓶子的。通过机械运转、气动和电控把瓶子准确、可靠地放进箱子里。
(2)运动平稳。装箱运动由带制动的双速电机驱动。通过独特的双四杆机构,使瓶子提升和降落动动平稳。
(3)生产效率高。该机在工作过程中,起步和终止均缓慢平稳,中途运动较快,空回程快速动行,缩短非工作时间,提高生产效率。
(4)操作容易。该机全自动运转,能自动调节运转速度,与整条生产线同步运转。
(5)结构合理。该机由合理的机械结构、可靠的气动装置和先进的电控技术组成,技术先进,结构简单。
(6)安全可靠。该机除了设置保护罩和网以外,还设有光电安全保护装置,操作人员误入危险区时,即可自动停机。
(7)符合卫生要求。本机噪声低,而且采用无油润滑的气动元件,避免油污染。
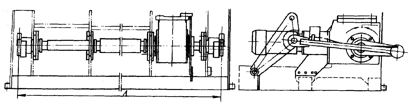
图6-9-10 主传动机构
(四)瓶子跌落式装箱机
1.组成
瓶子跌落式装箱机是靠瓶子自重下跌来实现装箱的。该机由输箱带、举箱装置、排瓶板、落瓶栅格及导瓶框架组成,如图6-9-11。
2.工作原理
工作时,输瓶台上的瓶子在输送带的带动下向前移动,当瓶子到达排瓶板时,已离开输瓶带,但输瓶带上的瓶子仍然在后面推着这些瓶子,使之完全到达落瓶栅格上,并顺着排瓶板排列整齐。在触点开关的作用下,气缸使止瓶装置将后面的瓶止住,使栅格上的瓶子卸除后面的压力。为了减小瓶子的跌落距离,输箱带将箱子输到指定地点后被举箱装置举起,使得导瓶框架上的导瓶弹簧片插入箱格。在气缸的作用下,栅格移动,使得瓶子失去支承而顺着导瓶弹簧片跌落箱中。随后举箱机构下降,装满瓶的箱子被输出,新箱子被输入,止瓶装置升起,瓶子进入排瓶框架,等待下一个装箱过程。
3.特点
整个装箱的各个动作分别完成,无内传动关系,结构简单,可靠性高。但由于间歇装箱,效率较低;而且瓶子自由下跌,冲击力较大,噪声较大,瓶子也容易摔爆。
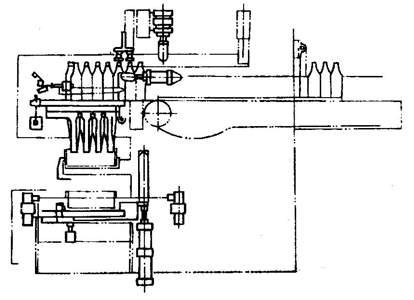
图6-9-11 瓶子跌落式装箱机
(五)气动抓头式装箱机
这种装箱机克服了跌落的缺点,在跌落式的基础上增加了一个二级气缸带动的抓头装置。
1.组成
该机由输瓶、排瓶、挡瓶、输箱停箱、举箱、抓瓶、升降二级气缸及导瓶等装置组成,如图6-9-12所示。
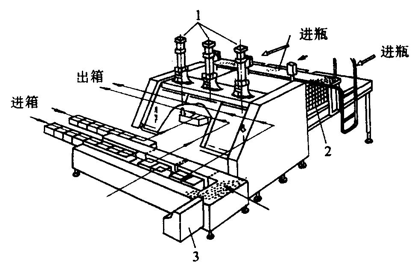
图6-9-12 气动抓头式装箱机
1—二级气缸;2—排瓶装置;3—操作台
2.工作原理
工作时,当瓶子在排瓶架上排列整齐后,第一级气缸动作,使抓头下降套入瓶颈,接着抓头充气将瓶子抓紧。当底栅被推开后,尽管瓶失去支承,但不自由下跌,随后在第二级气缺的作用下缓慢下降。当瓶子下降到箱子底部后,抓头排气,随后气缸复位,抓头离开瓶子。这样可以改变瓶子下落的速度,达到减少冲击力的目的。
3.特点
该机完成一个装箱的工作过程动作较多,结构较复杂,故其生产效率较低,故障也较多,检修相对困难。
四、应用范围及选用原则
(1)应用范围。连续式装箱机适用于4.8万瓶/h以上的高速生产线,而间歇式装箱机中的VEM系列适用于4.8万瓶/h以下的生产线。另外,由于连续式装箱机抓头架与输瓶运动的同步及抓头架与输箱带运动的同步均是靠高精度的内传动来实现的,其中很多运动部件(如凸轮槽等)的加工精度要求较高,因而造价也较高。
(2)选用原则。表6-9-3为各种类型装箱机的技术参数,选用时可参照其生产能力及性能、特点等因素来决定。
表6-9-3装箱机技术参数
机型\参数
|
额定生产能力箱/h
|
箱子容量
|
瓶子容量ml
|
输瓶台宽mm
|
输箱带宽mm
|
抓头总数
|
箱子规格(长×宽×高)mm
|
瓶子规格mm
|
VEM1351/441
|
750
|
24瓶
|
640
|
1350
|
440
|
2组48头
|
520×354×317
|
Φ75×289
|
VEM2001/441
|
1100
|
24瓶
|
640
|
2000
|
440
|
3组72头
|
VEM2501/441
|
1750
|
24瓶
|
640
|
2500
|
440
|
4组96头
|
VEM3001/441
|
2000
|
24瓶
|
640
|
3000
|
440
|
5组120头
|
水平旋转式垂直旋转式
|
该机为连续式,主要生产厂家有德国KRONES、KHS等公司
|
注:VEM系列装箱机为广东轻工业机械集团有限公司生产。
返回目录页
|

