|
《包装设计制作工艺与检测技术标准实用手册》
第六篇 包装机械
第九章 集装机械
第四节 装箱机
一、分类、工作原理及特点
(一)分类
装箱机一般是从自动化程度和装箱的运动形式两个方面划分:按自动化程度分为全自动装箱机和半自动装箱机;按运动形式分为连续式装箱机和间歇式装箱机。
(二)工作原理
装箱机的工作原理是通过机械运转、气动和电控装置,将瓶子成组准确、可靠地放入包装箱中。适用于啤酒、饮料和其他行业的装箱工作。
(三)特点
装箱机的主要特点是:工作安全可靠;运行平稳;生产效率高;操作方便;结构简单、合理;符合卫生要求。
二、连续式装箱机
连续式装箱机是指瓶子和箱子在整个装箱过程中处于连续运动状态,分水平旋转式和垂直旋转式两种。
(一)水平旋转式装箱机
该机型主要由同步输送带、同步输箱带、水平环形导轨及垂直升降抓头等部件组成。
2.工作原理
如图6-9-3和图6-9-4所示,抓头架90和导瓶框95在传动链35的带动下,绕轴33、34在输瓶台和输箱带的上空作循环运动;同时在导轨18和22的作用下,抓头架和导瓶框按一定的规律作上下垂直运动。
在输瓶台上的瓶子,经过栏杆40的阻挡作用,编组整齐排列,并与抓头架同步前进。当瓶子与抓头架同步进入抓瓶位置时,在导轨的作用下,抓头架向下运动,抓头正好套入瓶颈中,并把瓶子抓牢。随着运动的进行,在导轨作用下,抓着瓶子的抓头升起,使瓶子离开输瓶带;在传动链35的作用下,抓着瓶子的抓头绕轴34转到输箱带的上空;同时,在输箱带上由于推箱块112的作用,使箱子有规律地排列并与抓头架同步前进;当进入装箱位置时,在导轨95的作用下导瓶框架下降,导瓶弹簧片插入箱格中;在导轨90的作用下,抓头下降,瓶子通过导瓶弹簧片将瓶子顺利地放入箱子中;随后抓头架和导瓶框架升起,再绕轴33转到输瓶台上方,开始下一个装箱过程。
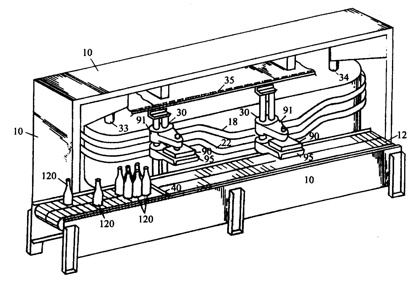
图6-9-3 水平旋转式装箱机输瓶带一侧
3.特点
该机运动简单,由于是连续运动,减少了主电机的频繁起动和停止,减少了瓶子、箱子位置校准及缺瓶、缺箱等检测的等待时间,因此生产效率高、噪声低,而且动作准确、可靠和安全。
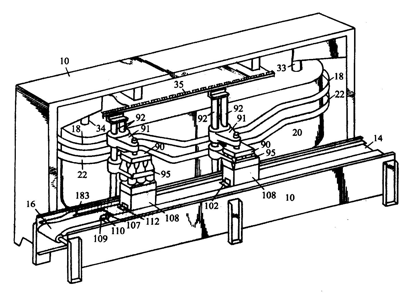
图6-9-4 水平旋转式装箱机输箱带一侧
(二)垂直旋转式装箱机
1.结构
该机型主要由同步输送带、同步输箱带、垂直双凸轮槽导轨及大十字臂式抓头组等部件组成。
2.工作原理
如图6-9-5所示,抓瓶装置1在大十字回转架2的带动下,沿着导轨3和4作有规律的回转运动,并在运动过程中保持抓头位置始终处于垂直状态。
在输瓶台5上的瓶子被编组整齐排列,当抓头装置到达瓶子上方时,在导轨3和4的作用下,抓头正好套入瓶颈中,并把瓶子抓牢;然后抓瓶装置升高离开输瓶台;再下降转到输箱台6的上方,正好与箱子同步;这时,抓瓶装置继续下降,瓶子顺利装入箱子中;随后抓头装置上升再转到输瓶台上方,准备进入下一个装箱过程。
(三)特点
该机为连续式装箱机,具有与水平式装箱机相同的特点:减少了主电机频繁起动和停止,减少了瓶子、箱子位置校准及缺瓶、缺箱等检测的等待时间,生产效率高,噪声低,而且动作准确、可靠和安全;另外,由于其采用垂直面回转,节省了占地面积。
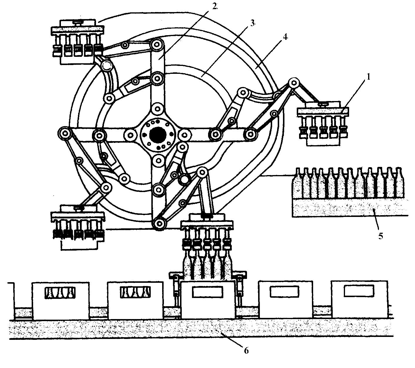
图6-9-5 垂直旋转式装箱机简图
1—抓瓶装置;2—大十字回转架;3、4—导轨;5—输瓶台;6—输箱台
返回目录页
|

